5052-H32アルミニウムと6061-T6アルミニウムのどちらを選ぶか迷っていませんか?あなただけではありません。.
のリード・ファブリケーターとして、このようなことを行っている。 シンコーファブ, 私は10年以上、板金工場の現場を歩いてきたが、エンジニアやバイヤーが間違った合金を指定しているのを毎週のように見てきた。間違った選択をすることは、紙の上で悪い印象を与えるだけではありません。プレスブレーキにひびが入ったり、高価なCNCエンドミルにアルミニウムが溶接されたり、プロジェクト予算が何千ドルも無駄になったりするのです。私は、このような高価で現実的な失敗からあなたを救いたいのです。.
このクイックガイドでは、工場現場の視点から率直な答えを得ることができる。退屈な化学の講義はありません。5052を使うべき時、6061を使うべき時、TIG溶接機の下での扱い方、そして誤って間違った金属を注文してしまった場合にプロジェクトを救う方法まで、正確にお見せすることをお約束します。.
ここでは、あなたの設計図に適切な金属を選択する方法を正確に説明します。.
正しい合金の選び方
長いイントロは飛ばして、本題に入ろう。この2つの金属のどちらを選ぶかは、その金属を使って何をするかということに尽きる。.
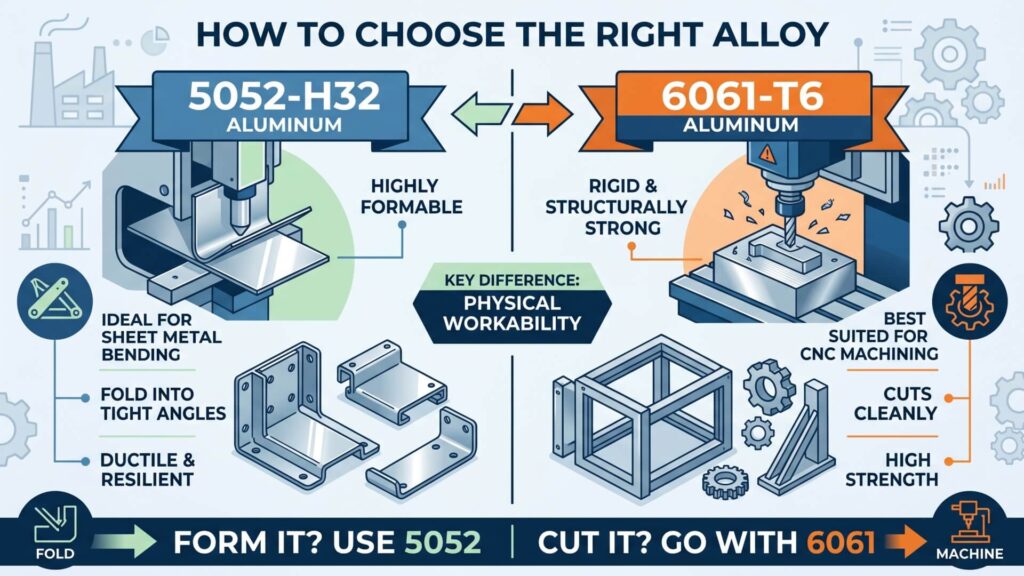
との主な違いは 5052-H32 そして 6061-T6 アルミニウムは物理的な加工性に優れている。. 5052-H32 は成形性に優れ、次のような用途に最適である。 板金曲げ一方 6061-T6 は剛性が高く、構造的に強く、CNC加工や重荷重フレームに最適です。.
- 曲げる必要がある場合は5052-H32を選ぶ。. 板金作業の強い味方。金属にひびを入れることなく、狭い角度に折りたたむことができる。.
- 機械加工が必要な場合は6061-T6を選ぶ。. この合金は純粋な強度のために作られています。CNCマシンできれいに切断でき、重い構造部品に最適です。.
成形するなら5052を使う。切断する場合は6061を使う。.
5052-H32アルミニウムはどのような用途に最適ですか?
設計図に複雑なシートメタルエンクロージャが含まれている場合、5052-H32はあなた(そしてあなたのファブリケーター)の生活をより簡単にします。ShincoFabでは、5052-H32はブレーキプレス加工において、誰もが認めるチャンピオンです。.
気に入る理由
- 壊れることなく形成される。. 狭い角度に折り曲げることができ、通常、最小曲げ半径は材料厚のわずか1~1.5倍です。硬い金属とは異なり、5052はVダイ上でスムーズに曲げられます。私自身、当社のオペレーターが1/8″5052を90度の完璧な角度に曲げるのを一日中見てきましたが、曲げ線に微小亀裂ひとつありませんでした。.
- 錆びを防ぐ。. 銅を含まないため、過酷な屋外環境にも耐えられます。私たちは、5052でカスタムメイドの船舶用金具を定期的に製造していますが、海水がかかっても完璧に持ちこたえます。.
- お金の節約になる。. リリーフカットや熱処理を必要とせず、簡単に成形できるため、高価な作業時間を節約できます。カスタムメイドの加工では、加工時間が最大のコストとなります。.
最も効果的な場所
水や曲げに強いため、屋外やカスタムショップのいたるところで目にすることができる。.
- 船体、船舶用金具。.
- 電子機器用カスタムメタルエンクロージャー。.
- 自動車の燃料タンク。.
- 耐久性に優れた屋根パネル。.
5052は、成形や風雨に耐えることに優れていますが、重く屈強な構造支持を必要とするプロジェクトでは、まったく異なるアプローチが要求されます。.
6061-T6アルミニウムはどのような用途に最適ですか?
5052が柔軟な板金選手なら、6061-T6は構造用ボディビルダーです。私たちは、顧客が深刻な機械的負荷を支える部品を必要とする場合、材料棚からこれを引き出します。.
気に入る理由
- 非常に強い。. この合金は驚異的な構造強度を発揮する。によると ASM/MatWebアルミニウム6061-T6材料データシート, その極限引張強度は約45,000psi(310MPa)であり、耐荷重用途で優れた性能を発揮する理由の一助となっている。.
- 素晴らしい機械だ。. CNCマシニストのお気に入りのアルミニウムです。溶けて工具を汚す代わりに、パリッときれいな切り屑になります。CNCミルからスムーズで安定した音が聞こえたら、それが6061-T6を切削していることがわかります。.
- 厳しい公差を保持する。. 公差±0.005インチまでの精密ブラケット加工が必要な場合、6061は毎回、完璧で剛性の高い仕上げを提供します。.
最も効果的な場所は?
6061は、強靭性、安全性、軽量性が要求されるあらゆる部品に使用されています。.
- 剛性の高い高性能カーフレーム。.
- 頑丈な取り付けブラケット。.
- 航空宇宙および航空機部品.
- プレミアム・マウンテンバイク・フレーム.
ベース合金の他に、これらの材料には特定の接尾辞(-H32と-T6)が付いていることがわかります。これらの調質指定は、金属の性能を劇的に変化させます。.
なぜ文字と数字(-H32と-T6)が重要なのか?
これらの余分な文字や数字は、単なるランダムなコードではない。これらの文字や数字は、その金属の “テンパー ”を示している。 アルミニウム協会のテンパー呼称システム. .これは、工場が出荷前にアルミニウムをどのように処理したかを意味します。.
- H32が意味するもの これは “strain-hardened ”の略である。工場では金属を物理的に圧延し、加工して強度を高めている。しかし、5052は弾力性を保っています。H32調質により、5052は折れることなく、きつい曲げにも対応できる程度に伸びます。.
- T6が意味するもの これは “熱処理 ”の略である。工場で金属を焼き固め、急速に冷却して材料を固定します。T6調質は、6061の巨大な構造的完全性と極めて高い剛性の秘密です。.
調質は、金属が機械的応力にどのように反応するかを完全に決定する。.
直接対決
比較する場合 5052-H32 そして 6061-T6 直接的には、最適な選択は製造工程に大きく依存する。. 5052-H32 は、成形性、板金曲げ性、高耐食性に優れている。これに対して, 6061-T6 は、高強度構造用途や精密CNC加工に最適です。簡単な内訳は以下の通り:
| プロパティ | 5052-H32 | 6061-T6 |
|---|---|---|
| 最適 | 板金成形および船舶用 | 構造フレームとCNC部品 |
| 加工性 | 悪い(グミ状、溶けやすい) | 素晴らしい(クリスプでクリーンなチップス) |
| 屈曲性 | エクセレント(クラックのないタイトなラジアス) | 不良(折れや亀裂が激しい) |
| 溶接性 | エクセレント(構造的完全性を保持) | 良好(ただし溶接部の強度が落ちる) |
| 耐食性 | 例外的(屋外/塩水に強い) | 良好(孔食からの保護が必要) |
強度と曲げ(成形性)の比較
6061-T6が純粋な構造荷重能力(45,000psi)でリードしているのに対し、5052-H32は依然として約33,000psi(228MPa)という立派な極限引張強度を提供しています。本当の乖離は、成形しようとしたときに起こる。6061は巨大な重量を安全に保持できるように作られていますが、それを鋭く曲げろとは言わないでください。私は、新人が1/4インチの6061-T6を90度の鋭角に曲げようとすると、文字通り銃声のようなひび割れを現場から聞いたことがある。金属が真っ二つに折れてしまうのだ。5052はその正反対で、高い伸びを持つため、ブレーキプレスの上で破れることなく美しく滑らかなRを形成する。.
機械加工と溶接の比較
適切な工具を使用せずに、柔らかい5052を高速CNCミルで無理やり加工すると、温かいチューインガムのようになります。$150の超硬ドリルビットから溶けた5052を削り落とすために、生産を中断せざるを得なかったこともある。しかし、6061は完璧に加工できる。.
どうなんだ? 溶接?当社のTIG溶接主任に尋ねれば、隠れた罠を指摘してくれるだろう。どちらもうまく溶接できるが、溶接トーチの極端な熱は6061の「-T6」熱処理を台無しにする。この金属は、熱影響部(HAZ)で強度が大幅に低下する。5052は、溶接の水溜りが冷めた後でも、構造的な完全性をはるかに保持する。.
エレメント(腐食)を生き抜く
アルミニウムは一般的に錆に強い。しかし、5052はそれをまったく新しいレベルに引き上げた。その秘密は化学反応にある。5052には銅がほとんど含まれていません。この銅の欠乏が、5052を究極のアウトドア・サバイバーにしているのです。海水や過酷な天候にも簡単に耐える。6061は屋外でも大丈夫ですが、保護しなければ時間とともに穴があき、腐食します。以前、湿度の高い1週間、6061のむき出しの部品を屋外に放置したことがありますが、酸化して穴が開き始めました。5052はそのようなことはありません。.
あなたの財布(コスト)
私たちは皆、収益を気にしている。一般的に、5052は6061よりポンド単価が少し安い。しかし、実際に節約できるのは人件費です。5052はひび割れや特別な熱処理を必要とせず、非常に簡単に成形できるため、高価な作業時間を何時間も節約できます。.
どの合金がより良い仕上げを取るか?
見た目は重要です。顧客は、見た目がよく、長持ちする部品を求めています。ここでは、両金属の仕上げの違いをご紹介します。.
- 未加工表面と標準アルマイト処理: 5052は通常、むき出しの状態でより滑らかに見える。また、標準的なカラーアルマイト処理にも完璧に対応します。.
- ハードアーマー仕上げ: ここでは6061が明らかに勝者だ。これは タイプIIIハードコートアルマイト(MIL-A-8625) 美しく。これにより、パーツに強靭で緻密な保護仕上げが施され、激しい傷や日常的な摩耗を簡単に止めることができる。.
- 塗装と粉体塗装: どちらの金属も、塗料やパウダーコートを驚くほどよく保持する。まずは表面を磨いてきれいにしてください。色はしっかりと定着し、何年もその状態を保つことができます。.
6061-T6を5052-H32に溶接できますか?
この2つの金属を混ぜることはできますか?できます。加工業者は毎日それをやっている。.
6061構造管で剛性の高い骨格を作るのが一般的だ。そして、その強固なフレームを柔軟な5052シートメタル・パネルで包む。両方の合金の利点を1つの素晴らしいビルドで得ることができる。.
どうやって溶接するの?ER5356フィラーロッドを使ってください。 AWS A5.10 裸アルミニウム電極仕様. .不釣り合いな金属を完璧に接合し、ジョイントを強固に保つ。.
間違った合金を救い出すには?
私たちは誰でも間違いを犯す。時には間違った材料が搬入口に落とされることもあります。ここでは、工場でそのような状況をどのように救済しているかを紹介する:
- 6061-T6を曲げなければならない場合: 鋭く折り曲げようとしないでください。曲げ半径を大幅に大きくすることで、この問題を解決します。どうしてもタイトなコーナーが必要な場合は、オキシ・アセチレン・トーチを引き抜き、曲げ線が粉々にならないように局所的にアニール(軟化)する必要があります。.
- 5052-H32を加工しなければならない場合: バブルガム」のような粘着効果を避けるため、私たちは、ガレットが研磨された極めて鋭利な1枚刃カッターに切り替えます。浸水クーラントを増やし、送り速度を調整して、粘着性のある切りくずが工具に溶着する前に排出します。.
結論
適切なアルミニウムを選択することは、推測ゲームである必要はありません。すべては、金属が機械の下でどのように反応するかということに帰着する。.
初日から正しい材料を使用することで、コストを削減し、リードタイムを短縮し、大きな頭痛の種を防ぐことができます。私たちは日々、このことを現場で実践しています。 シンコーファブ. .経験豊富な板金加工工場として、お客様のカスタムパーツの成功は、作業台に適切な合金があるかどうかに完全にかかっていることを、私たちは身をもって知っています。.
もしあなたが今、自分の青写真を見ていて、まだ100%の確信が持てないのなら、推測は禁物だ。. ShincoFabのエンジニアリングチームにご連絡ください。. .私たちはこれらの材料を一日中評価し、あなたが次のビルドを最初のトライで正しく行えるようサポートします。.

