Vous n'arrivez pas à choisir entre l'aluminium 5052-H32 et l'aluminium 6061-T6 ? Vous n'êtes pas seul.
En tant que responsable de la fabrication chez ShincoFab, J'ai passé plus de dix ans à parcourir nos ateliers de tôlerie et je vois presque chaque semaine des ingénieurs et des acheteurs spécifier le mauvais alliage. Faire le mauvais choix n'a pas qu'un effet négatif sur le papier. Il entraîne des fissures dans le métal de nos presses plieuses, de l'aluminium gommeux soudé à nos coûteuses fraises CNC et des milliers de dollars de gaspillage dans les budgets des projets. Je veux vous éviter ces erreurs coûteuses et concrètes.
Dans ce guide rapide, vous obtiendrez des réponses directes du point de vue de l'usine. Pas de cours de chimie ennuyeux. Je vous promets de vous montrer exactement quand utiliser le 5052, quand prendre le 6061, comment ils se comportent sous nos soudeurs TIG, et même comment sauver votre projet si vous avez accidentellement commandé le mauvais métal.
Voici comment choisir le bon métal pour votre plan.
Comment choisir le bon alliage
Passons sur la longue introduction et entrons dans le vif du sujet. Le choix entre ces deux métaux dépend de l'usage que vous comptez en faire.
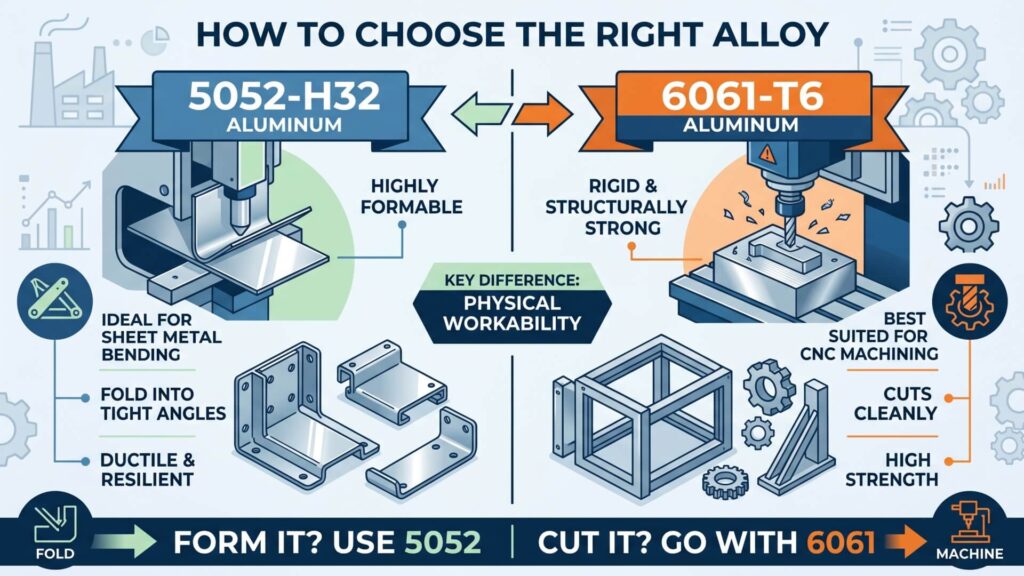
La principale différence entre 5052-H32 et 6061-T6 l'aluminium est leur aptitude physique au travail. 5052-H32 est hautement formable et idéal pour les pliage de tôles, tandis que 6061-T6 est rigide, structurellement solide et convient parfaitement à l'usinage CNC et aux cadres porteurs de charges lourdes.
- Choisissez 5052-H32 si vous devez le plier. C'est votre meilleur ami pour les travaux de tôlerie. Vous pouvez le plier dans des angles serrés sans fissurer le métal.
- Choisissez 6061-T6 si vous devez l'usiner. Cet alliage est conçu pour une résistance pure. Il se coupe proprement dans une machine CNC et est parfait pour les pièces structurelles lourdes.
Si vous le formez, utilisez du 5052. Si vous le coupez, utilisez du 6061.
À quoi sert le mieux l'aluminium 5052-H32 ?
Si votre plan implique des boîtiers complexes en tôle, le 5052-H32 va vous faciliter la vie (ainsi qu'à votre fabricant). Chez ShincoFab, c'est notre champion incontesté pour le travail à la presse.
Pourquoi vous l'aimerez
- Il se forme sans se briser. Il est possible de le plier dans des angles serrés, avec un rayon de courbure minimum de 1 à 1,5 fois l'épaisseur du matériau. Contrairement à des métaux plus rigides, le 5052 se plie en douceur sur nos filières en V. J'ai personnellement observé nos opérateurs plier du 5052 1/8″ à un angle parfait de 90 degrés toute la journée sans la moindre micro-fracture sur la ligne de pliage.
- Il combat la rouille. Comme il est dépourvu de cuivre, il survit aux environnements extérieurs difficiles. Nous fabriquons régulièrement des pièces de quincaillerie marine sur mesure en 5052, et elles résistent parfaitement aux éclaboussures d'eau salée.
- Il vous permet d'économiser de l'argent. Parce qu'il se forme si facilement sans nécessiter de coupes en relief ou de traitements thermiques, vous économisez des heures de travail coûteux dans l'atelier. Or, dans la fabrication sur mesure, le temps machine est le coût le plus important.
Là où ça marche le mieux
Comme il supporte très bien l'eau et la flexion, vous verrez ce métal partout à l'extérieur et dans les ateliers de fabrication sur mesure.
- Coques de bateaux et accastillage marin.
- Boîtiers métalliques sur mesure pour l'électronique.
- Réservoirs de carburant pour véhicules.
- Panneaux de toiture durables.
Alors que le 5052 excelle à se former et à braver les éléments, les projets nécessitant un support structurel lourd et inflexible requièrent une approche complètement différente.
Quelle est la meilleure utilisation de l'aluminium 6061-T6 ?
Si le 5052 est l'athlète de la tôle flexible, le 6061-T6 est le bodybuilder de la structure. Nous utilisons ce matériau lorsqu'un client a besoin d'une pièce capable de supporter des charges mécaniques importantes.
Pourquoi vous l'aimerez
- Il est extrêmement solide. Cet alliage offre une résistance structurelle impressionnante. Selon le Fiche technique ASM/MatWeb sur l'aluminium 6061-T6, Sa résistance ultime à la traction est d'environ 45 000 psi (310 MPa), ce qui explique pourquoi il est bien adapté aux applications de support de charge.
- La machine fonctionne à merveille. C'est l'aluminium préféré de nos machinistes CNC. Au lieu de fondre et d'encrasser l'outillage, il se détache en copeaux propres et nets. Lorsque vous entendez le bourdonnement régulier de la fraiseuse CNC, vous savez qu'elle coupe du 6061-T6.
- Il maintient des tolérances serrées. Si vous avez besoin que nous usinions un support de précision avec une tolérance de +/- 0,005 pouce, le matériau 6061 offre une finition impeccable et rigide à chaque fois.
Où cela fonctionne-t-il le mieux ?
Vous trouverez du 6061 partout où une pièce doit être résistante, sûre et légère.
- Cadres de voiture rigides et performants.
- Supports de montage robustes.
- Composants pour l'aérospatiale et l'aviation.
- Cadres de vélo de montagne haut de gamme.
Au-delà des alliages de base, vous remarquerez des suffixes spécifiques (-H32 et -T6) attachés à ces matériaux. Ces désignations d'état modifient radicalement les performances du métal.
Pourquoi les lettres et les chiffres (-H32 et -T6) sont-ils importants ?
Ces lettres et chiffres supplémentaires ne sont pas des codes aléatoires. Ils indiquent la “trempe” du métal, en fonction de la température de la pièce. Système de désignation de la température de l'Association de l'aluminium. Cela signifie simplement que l'usine a traité l'aluminium avant de vous l'envoyer.
- Ce que signifie -H32 : Il s'agit d'un “écrouissage”. L'usine a laminé et travaillé physiquement le métal pour le rendre résistant. Mais voici l'avantage pour vous : il conserve son élasticité. Grâce à la trempe -H32, le 5052 s'étire juste assez pour supporter des courbes serrées sans se briser.
- Ce que signifie -T6 : Ce terme signifie “traité thermiquement”. L'usine a cuit le métal et l'a rapidement refroidi pour verrouiller les matériaux ensemble. Le traitement -T6 est le secret de l'intégrité structurelle massive et de la rigidité extrême du 6061.
La trempe détermine entièrement la façon dont le métal réagit aux contraintes mécaniques.
Le match tête à tête
Lorsque l'on compare les 5052-H32 et 6061-T6 directement, le meilleur choix dépend fortement de votre processus de fabrication. 5052-H32 excelle dans la formabilité, le pliage de la tôle et la résistance à la corrosion. En revanche, 6061-T6 est le meilleur choix pour les applications structurelles à haute résistance et l'usinage CNC de précision. En voici une brève description :
| Propriété | 5052-H32 | 6061-T6 |
|---|---|---|
| Meilleur pour | Formage de la tôle et utilisation dans la marine | Cadres structurels et pièces CNC |
| Usinabilité | Médiocre (gommeux, fond facilement) | Excellent (frites croustillantes et propres) |
| Capacité de flexion | Excellent (rayons serrés sans fissures) | Médiocre (se casse ou se fissure brusquement) |
| Soudabilité | Excellent (conserve l'intégrité structurelle) | Bonne (mais perte de résistance au niveau du joint de soudure) |
| Résistance à la corrosion | Exceptionnel (résiste à l'extérieur/à l'eau salée) | Bon (nécessite une protection contre les piqûres) |
Résistance et pliage (formabilité)
Alors que le 6061-T6 est le meilleur en termes de capacité de charge structurelle pure (45 000 psi), le 5052-H32 offre encore une résistance à la traction respectable d'environ 33 000 psi (228 MPa). La véritable divergence se produit lorsque vous essayez de les former. Le matériau 6061 est conçu pour supporter un poids massif en toute sécurité, mais ne nous demandez pas de le plier brusquement. J'ai littéralement entendu un craquement semblable à un coup de feu sur le sol de l'atelier lorsqu'un débutant tente de plier un quart de pouce de 6061-T6 à un angle aigu de 90 degrés. Le métal se casse en deux. Le 5052 fait exactement le contraire ; avec son allongement élevé, il forme un beau rayon lisse sur la presse plieuse sans se déchirer.
Usinage et soudage
Si vous nous forcez à mettre du 5052 mou dans une fraise CNC à grande vitesse sans l'outillage adéquat, il se comporte comme un chewing-gum chaud. J'ai dû interrompre la production pour ciseler du 5052 fondu sur une mèche en carbure $150. En revanche, le 6061 s'usine à la perfection.
Qu'en est-il soudage? Demandez à notre soudeur TIG en chef et il vous indiquera un piège caché. Les deux soudent bien, mais la chaleur extrême de la torche de soudage détruit le traitement thermique ’-T6“ du 6061. Le métal perd en fait une grande partie de sa résistance au niveau de la zone affectée par la chaleur (HAZ). Le 5052 conserve beaucoup mieux son intégrité structurelle après le refroidissement de la flaque de soudure.
Survivre aux éléments (corrosion)
L'aluminium résiste généralement bien à la rouille. Mais le 5052 permet d'atteindre un tout autre niveau. Le secret réside dans la chimie. Il ne contient pratiquement pas de cuivre. Cette absence de cuivre fait du 5052 l'ultime survivant à l'extérieur. Il résiste facilement à l'eau salée et aux intempéries. Le 6061 se comporte bien à l'extérieur, mais il se piquera et se corrodera au fil du temps si vous ne le protégez pas. Un jour, un lot de pièces nues en 6061 est resté dehors pendant une semaine humide et a commencé à s'oxyder et à se piquer. Le 5052 ne fera pas cela.
Votre portefeuille (coût)
Nous nous soucions tous du résultat final. En général, la 5052 coûte un peu moins cher à la livre que la 6061. Mais les véritables économies proviennent de la main-d'œuvre. Parce que le 5052 se forme si facilement sans se fissurer ou nécessiter de traitements thermiques spéciaux, vous économisez des heures de travail coûteuses.
Quel alliage prend les meilleures finitions ?
L'apparence est importante. Vos clients veulent des pièces qui soient belles et qui durent longtemps. Voici comment les deux métaux s'accommodent de différentes finitions.
- Surface brute et anodisation standard : Le 5052 a généralement un aspect plus lisse dans sa forme brute. Il supporte également parfaitement l'anodisation couleur standard.
- Finitions en armure dure : Le 6061 est le grand gagnant de cette catégorie. Il prend un Anodisation dure de type III (MIL-A-8625) magnifiquement. Cela confère à votre pièce une finition protectrice dense et résistante qui empêche les rayures importantes et l'usure quotidienne.
- Peinture et revêtement en poudre : Les deux métaux retiennent incroyablement bien la peinture et le revêtement en poudre. Il suffit d'érafler la surface et de la nettoyer au préalable. Votre couleur s'accrochera et restera en place pendant des années.
Puis-je souder du 6061-T6 au 5052-H32 ?
Peut-on mélanger ces deux métaux ? Oui. Les fabricants le font tous les jours.
Il est courant de construire un squelette rigide à partir de tubes structurels 6061. Ce cadre solide est ensuite enveloppé de panneaux flexibles en tôle 5052. Vous obtenez ainsi les avantages exacts des deux alliages en une seule construction impressionnante.
Comment les souder ? Il suffit de prendre du fil d'apport ER5356, qui est classé dans les catégories suivantes AWS A5.10 Spécifications pour les électrodes en aluminium nues. Il lie parfaitement ces métaux mal assortis et maintient la solidité de votre articulation.
Comment récupérer le mauvais alliage ?
Nous commettons tous des erreurs. Il arrive que le mauvais matériel soit déposé sur le quai de chargement. Voici comment nous remédions à ces situations à l'usine :
- Si vous devez plier du 6061-T6 : N'essayez pas de faire un pliage serré. Nous y remédions en augmentant considérablement le rayon de courbure de l'outillage. Si vous avez absolument besoin d'un coin serré, nous devons sortir le chalumeau oxy-acétylénique et recuire (adoucir) localement la ligne de pliage pour qu'elle ne se brise pas.
- Si vous devez usiner du 5052-H32 : Pour éviter cet effet de collage “bubblegum”, nous passons à des fraises extrêmement tranchantes, à simple cannelure, avec des goulots polis. Nous augmentons la quantité de liquide de refroidissement et ajustons les vitesses d'avance pour évacuer les copeaux collants avant qu'ils ne fondent sur l'outil.
Conclusion
Choisir le bon aluminium ne doit pas être un jeu de devinettes. Tout dépend de la façon dont le métal réagit sous les machines.
Obtenir le bon matériau dès le premier jour permet d'économiser de l'argent, de réduire les délais et d'éviter les maux de tête. C'est ce que nous vivons tous les jours dans l'atelier, ici à ShincoFab. En tant qu'usine expérimentée de fabrication de tôles, nous savons pertinemment que la réussite de vos pièces personnalisées dépend entièrement de la présence du bon alliage sur nos établis.
Si vous regardez votre plan en ce moment même et que vous n'en êtes pas encore 100% sûr, n'essayez pas de deviner. Contactez notre équipe d'ingénieurs chez ShincoFab. Nous évaluons ces matériaux à longueur de journée et nous sommes prêts à vous aider à réussir votre prochaine construction du premier coup.

