
Sitodruk na metalu to precyzyjny proces produkcyjny, który wykorzystuje szablon i ciasno rozciągnięte sito siatkowe do tłoczenia atramentu bezpośrednio na metalową powierzchnię. Tworzy trwałe, odporne na chemikalia wiązanie, które zapewnia, że logo, ostrzeżenia dotyczące bezpieczeństwa i tekst przetrwają w trudnych warunkach przemysłowych, w których tanie naklejki zawiodłyby.
Przy ShincoFab, Nasz zespół ds. produkcji blach wydrukował dziesiątki tysięcy metalowych komponentów. Wiemy dokładnie, co sprawia, że tusz trwale przywiera do gołego aluminium i dlaczego łuszczy się, gdy jest nieprawidłowo nałożony. W tym przewodniku po fabryce dowiesz się, jak działa proces, jakich metali i wykończeń najlepiej używać, jak wybrać odpowiedni tusz, jaki jest prawdziwy koszt zamówień hurtowych i jak nasz zespół kontroli jakości (QC) naprawia typowe błędy przyczepności.
Czym jest sitodruk na metalu?
Sitodruk na metalu to wysoce precyzyjny proces produkcyjny, który wykorzystuje niestandardowy szablon fotoemulsyjny i ciasno rozciągnięte sito siatkowe do tłoczenia atramentu bezpośrednio na metalową powierzchnię. Atrament przechodzi tylko przez otwarte przestrzenie siatki, tworząc wyraźny, trwały tekst lub logo bezpośrednio na podłożu.
Jak działa proces (w naszym warsztacie)
Przyjrzyjmy się, jak to się dzieje w ShincoFab. Nie potrzebujesz dyplomu inżyniera, ale musisz zrozumieć fizyczną rzeczywistość tego procesu.
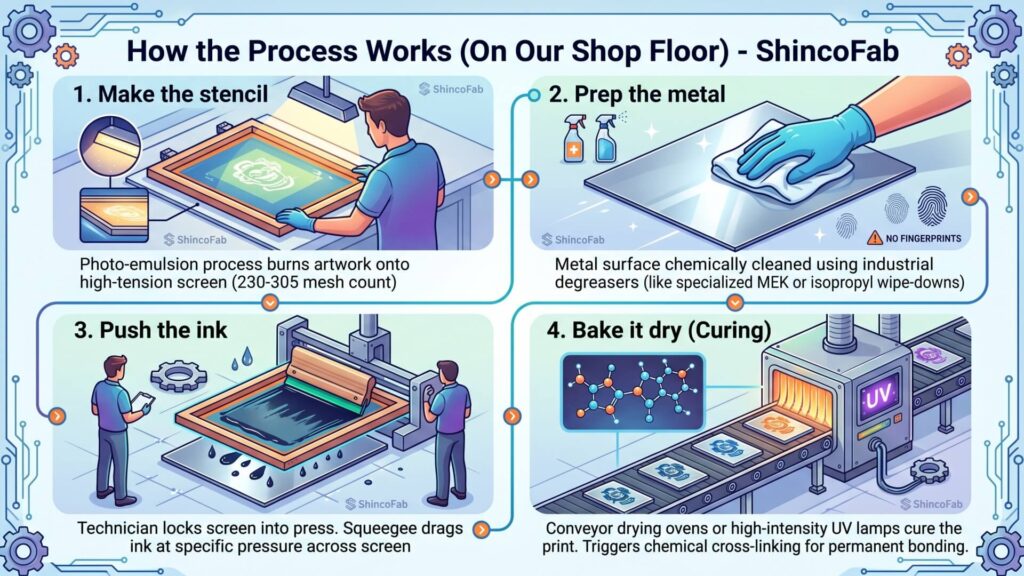
- Wykonaj szablon: Po pierwsze, proces fotoemulsji wypala grafikę na siatce sita. W przypadku drobnego tekstu metalowego zwykle używamy sita o wysokim napięciu (zwykle od 230 do 305 oczek), aby atrament nie zalał podłoża.
- Przygotowanie metalu: Wycieramy i chemicznie czyścimy metalową powierzchnię za pomocą przemysłowych środków odtłuszczających (takich jak specjalistyczne środki MEK lub izopropylowe). Jeśli na metalu pozostanie odcisk palca, atrament zetrze się później.
- Wciśnij atrament: Technik blokuje ekran w naszej prasie drukarskiej nad metalową częścią. Płaskie gumowe ostrze (rakla) przeciąga atrament po ekranie pod określonym ciśnieniem.
- Piec na sucho (utwardzanie): Mokry tusz na metalu jest bezużyteczny. Suszarki przenośnikowe lub lampy UV o wysokiej intensywności utwardzają świeżo wydrukowane elementy metalowe. Uruchamia to proces sieciowania chemicznego, trwale wiążąc atrament z metalem.
Dlaczego warto wybrać sitodruk? (Korzyści)
Być może zastanawiasz się, dlaczego nie powinieneś używać po prostu wytrzymałej naklejki winylowej. Odpowiedź sprowadza się do wytrzymałości i profesjonalnej estetyki.
Wbudowana wytrzymałość na trudne warunki środowiskowe
Gdy nasi klienci zamawiają niestandardowe obudowy do zewnętrznego sprzętu telekomunikacyjnego, tanie etykiety nie przetrwają.
Sitodruk tworzy trwałe połączenie. Po utwardzeniu atramentu w naszych piecach uzyskuje on wytrzymałość klasy przemysłowej.
- Odporność na warunki atmosferyczne: Przetrwa piekące słońce i silne promienie UV bez łuszczenia się.
- Odporność chemiczna: Olej silnikowy, smar i silne rozpuszczalniki przemysłowe nie rozmazują tekstu.
- Odporność na zarysowania: Często wykonujemy Test przyczepności krzyżowej ASTM D3359 na naszych drukowanych partiach. Prawidłowo utwardzony sitodruk nie odpryskuje nawet po przyłożeniu do niego ostrza.
Idealne dopasowanie kolorów do marki
Wyblakłe, niekolorowe logo sprawia, że wysoce zaawansowana technologicznie obudowa elektroniczna wygląda tanio. W ShincoFab nasi klienci mają obsesję na punkcie kolorów swojej marki.
Sitodruk zapewnia precyzyjne dopasowanie kolorów. Formułujemy nasze atramenty ściśle według znormalizowany system dopasowania Pantone (PMS) aby zapewnić dokładne odwzorowanie kolorów marki.
- Wibrujące bryły: Tusz nakłada się gęsto, pozostawiając jasne, wyczuwalne w dotyku wykończenie.
- Brak pikselizacji: W przeciwieństwie do cyfrowych drukarek płaskich UV, ekrany tworzą jednolity blok koloru bez dziwnych mikropasków lub rozmytych kropek.
Jak długo farba sitodrukowa utrzymuje się na metalu?
Odpowiednio opracowany i utwardzony tusz do sitodruku na metalu zapewnia wyjątkową trwałość. W przypadku wewnętrznego sprzętu przemysłowego, nadruk zazwyczaj przetrwa samą maszynę, pozostając żywym przez ponad 10 do 15 lat. W przypadku obudów zewnętrznych narażonych na bezpośrednie działanie promieni słonecznych, trudnych warunków pogodowych i promieniowania UV, katalizowane farby epoksydowe z łatwością wytrzymują od 5 do 7 lat, zanim pojawią się oznaki degradacji górnej warstwy. Dodanie ochronnej powłoki bezbarwnej może wydłużyć żywotność na zewnątrz znacznie powyżej 10 lat.
Ile to właściwie kosztuje? (Perspektywa producenta)

Przejdźmy od razu do wyceny. Kiedy klient prosi mnie o wycenę, muszę wyjaśnić, że w sitodruku płaci się za przygotowanie, a nie za druk.
Ceny hurtowe pozwalają zaoszczędzić pieniądze
Stworzenie niestandardowego ekranu wymaga czasu. Technik przygotowuje plik wektorowy, wypala szablon i kalibruje prasę. Ten stały koszt konfiguracji wynosi zazwyczaj od $50 do $150 za kolor.
Jeśli potrzebujesz wydrukować tylko 10 metalowych wsporników, koszt jednej części jest wysoki, ponieważ absorbujesz opłatę konfiguracyjną $150 w 10 jednostkach (efektywnie dodając $15 do każdej pojedynczej części). Ale jeśli zamówisz 1000 sztuk? Matematyka się odwraca. Po uruchomieniu naszej prasy tłoczenie każdej dodatkowej części zajmuje kilka sekund.
- Małe partie (1-50 sztuk): Wysoki koszt w przeliczeniu na część. (W tym przypadku często zalecam naszym klientom przejście na druk cyfrowy UV, jeśli nie mają ścisłych wymagań dotyczących trwałości).
- Duże partie (ponad 100 sztuk): Koszty sitodruku spadają do zaledwie $0,10 do $0,50 za część i jest to absolutny zwycięzca.
- Powtarzające się zamówienia: Ogromne oszczędności. W ShincoFab przechowujemy ekrany w naszej bibliotece. Przy ponownym zamówieniu w następnym miesiącu całkowicie pomijamy proces konfiguracji.
Standardowe czasy realizacji: Koszt nie jest jedynym czynnikiem; czas to pieniądz. W przypadku profesjonalnych zakładów produkcyjnych B2B standardowe czasy realizacji dla dużych partii sitodruku wynoszą zazwyczaj od 5 do 10 dni roboczych, w zależności od złożoności prac przygotowawczych i bieżących harmonogramów piekarnika.
Sitodruk a grawerowanie laserowe i tampodruk
Przed podjęciem decyzji o wyborze metody znakowania warto sprawdzić, jak sitodruk wypada na tle alternatyw. Oto krótkie porównanie trzech najpopularniejszych technik znakowania przemysłowego:
| Cecha | Sitodruk | Grawerowanie laserowe | Tampodruk |
|---|---|---|---|
| Najlepsza aplikacja | Płaska blacha, duże obudowy, logo marki | Numery seryjne, kody kreskowe, nieosłonięte narzędzia medyczne | Zakrzywione części, nierówne kształty, małe wewnętrzne pokrętła |
| Opcje kolorów | Dokładne dopasowanie Pantone (PMS), wiele kolorów | Tylko jeden kolor (surowy, metaliczny odcień) | Ograniczona liczba kolorów dodatkowych na przejście |
| Trwałość | Wysoka (odporność chemiczna i UV) | Ekstremalne (fizycznie wytrawione w podłożu) | Umiarkowany (skłonność do fizycznego drapania) |
| Koszt wolumenu | Niezwykle niski koszt pojedynczej części przy dużej skali | Średni lub wysoki koszt jednostkowy (powolny proces) | Niski koszt jednostkowy |
Czy można to zrobić w domu? (Zrób to sam vs zatrudnij profesjonalistę)
Często widzę na forach hobbystów pytających, czy mogą drukować na metalu w swoim garażu. Tak, można, ale jest to znacznie trudniejsze niż drukowanie na bawełnianych koszulkach.
Jeśli sprzedajesz te komponenty klientom B2B, zdecydowanie zalecam zatrudnienie profesjonalnego warsztatu produkcyjnego. Dlaczego? Atramenty do metalu na bazie rozpuszczalników wytwarzają toksyczne opary, które wymagają poważnego wentylacja i ochrona dróg oddechowych zgodnie z normą OSHA 1910.134. Co ważniejsze, opalarki DIY nie są w stanie utrzymać precyzyjnej temperatury otoczenia 300°F przez nieprzerwane 20 minut. Miałem spanikowanych klientów, którzy przynosili nam prace DIY, w których logo starło się podczas transportu, błagając nas o usunięcie i ponowne wydrukowanie ich przy użyciu naszych pieców przemysłowych.
Wybór materiału do sitodruku na metalu
Połączenie podłoża i atramentu decyduje o sukcesie druku. Oto jak łączymy je w pary na hali produkcyjnej.
Które metale są najlepsze do sitodruku?
Powierzchnia, na której drukujesz, całkowicie zmienia sposób obsługi atramentu. Najlepsze metale do sitodruku to aluminium, stal nierdzewna, metale malowane proszkowo i anodowane aluminium.
- Aluminium: Lekki i łatwy w użyciu. Atrament dobrze trzyma się surowego aluminium, jeśli jest czyszczony chemicznie.
- Stal nierdzewna: Wytrzymały zbiornik. Wygląda na premium, ale może być śliski. Często musimy zapewnić bezbłędną fazę odtłuszczania przed drukowaniem na szczotkowanej stali nierdzewnej.
- Malowanie proszkowe (nasze ulubione): Jest to wymarzona powierzchnia do sitodruku. Atrament tworzy trwałe połączenie z matową lub satynową powłoką proszkową. Dodatkowo, ponieważ części powlekane proszkowo zostały już utwardzone w temperaturze 400 ° F podczas własnego procesu powlekania, mogą bezpiecznie wytrzymać cykle pieca 300 ° F / 20 minut wymagane do całkowitego usieciowania dwuskładnikowych farb epoksydowych. Ale uwaga: mocno teksturowane powłoki proszkowe (wykończenia “piaskowe” lub “marszczone”) zniekształcają drobny tekst.
- Anodowane aluminium: Daje to wrażenie zaawansowanej technologii, ale mikroskopijna porowata struktura warstwy anodowej Oznacza to, że standardowe atramenty nie będą prawidłowo przylegać. Musisz użyć odpowiedniego atramentu katalizowanego lub barwników rozpuszczalnikowych, które mogą penetrować te pory o wielkości nanometrów, w przeciwnym razie wydruk ostatecznie zetrze się.
Które tusze najlepiej sprawdzają się na metalu?
Atrament na metalu musi walczyć o przetrwanie. W ShincoFab posiadamy różne formuły dla różnych środowisk zastosowań końcowych.
- Farby rozpuszczalnikowe / epoksydowe (dwuczęściowe): Są to nasze mocne uderzenia. Przed drukowaniem mieszamy utwardzacz (katalizator) z atramentem bazowym w ściśle określonym stosunku (zazwyczaj 10:1 lub 4:1 w zależności od marki). Po zmieszaniu atrament ma ograniczony “czas życia” (zwykle od 4 do 8 godzin), zanim stwardnieje w wiadrze i stanie się bezużyteczny. Chemicznie wgryzają się w metal i są wysoce odporne na agresywne chemikalia. Po wypaleniu w naszych piecach w temperaturze 300°F przez 20 minut, wytrzymują ekstremalne zużycie przemysłowe.
- Atramenty utwardzane promieniami UV: Atramenty utwardzane promieniami UV to formuły fotopolimerowe, które twardnieją natychmiast po wystawieniu na działanie skoncentrowanego światła ultrafioletowego. Stworzone z myślą o czystej szybkości, poddajemy świeżo wydrukowany metal intensywnym lampom UV, aby zamrozić atrament na stałe w ciągu kilku sekund. Doskonale nadają się do wysokonakładowej elektroniki wewnętrznej.
Jak sformatować grafikę do sitodruku na metalu?
Gdybym miał dolara za każdym razem, gdy otrzymujemy JPEG o niskiej rozdzielczości do druku...
Aby uniknąć opóźnień w naszym dziale inżynieryjnym, należy prawidłowo skonfigurować pliki:
- Tylko pliki wektorowe: Potrzebujemy plików wektorowych .AI, .EPS lub .PDF. Nie JPEG.
- Uważaj na odstępy: Nie umieszczaj tekstu bliżej niż 3 milimetry od ostrego zagięcia blachy lub otworu wpuszczanego. Ekran nie może być tam dociskany na płasko.
- Grubość linii i czcionki: Atrament lekko rozprowadza się na metalu. Grubość linii powinna wynosić co najmniej 0,010 cala, a czcionka powyżej 6 punktów.
Dlaczego przygotowanie powierzchni nie podlega negocjacjom?
Po zatwierdzeniu cyfrowej grafiki wektorowej i wypaleniu szablonu siatki rozpoczyna się fizyczny etap produkcji. Ale najlepszy atrament na świecie nie przylgnie do brudnej płyty. Surowa blacha schodzi z naszych maszyn CNC pokryta płynami tnącymi i drobnym metalicznym pyłem.
Jeśli pominiemy linię mycia chemicznego, atrament wizualnie wygląda dobrze. W rezultacie, gdy niewidoczne resztki oleju wyparują tydzień później, logo po prostu odpadnie. Dlatego nigdy nie należy spieszyć się z przygotowaniem. Jest to najważniejszy krok w całym procesie produkcji.
3 typowe błędy popełniane na hali produkcyjnej (i sposób, w jaki nasza kontrola jakości je naprawia)

Nawet profesjonalistom zdarzają się problemy. Kiedy partia trafia do naszego działu kontroli jakości i wygląda źle, zazwyczaj jest to jeden z trzech powodów:
1. Atrament krwawi (rozmyte krawędzie)
Wyraźne linie, które stają się niechlujnymi kałużami, wskazują na zbyt małą liczbę oczek sita. Otwory są zbyt duże, przez co atrament wylewa się na metal.
- Nasza poprawka: Myjemy metal do czysta, odrywamy sito i wypalamy wzór na sicie o większych oczkach (np. 305 mesh), aby ograniczyć przepływ atramentu.
2. Przyczepność zawodzi (test płatkowy)
Przeprowadzamy test taśmy adhezyjnej na naszych partiach. Atrament odrywający się od taśmy ujawnia podstawowy błąd przygotowania. Atrament związał się z niewidocznymi olejami powierzchniowymi, a nie z metalem.
- Nasza poprawka: Zatrzymujemy prasę. Metal wraca prosto do stacji mycia chemicznego w celu głębszego wytarcia rozpuszczalnikiem przed ponowną próbą.
STUDIUM PRZYPADKU: Naprawa awarii przyczepności obudowy telekomunikacyjnej
Problem: Klient dostarczył nam partię 500 zewnętrznych obudów telekomunikacyjnych wydrukowanych przez tańszego dostawcę. Logo łuszczyło się od samego tarcia pudełka transportowego.
Diagnoza: Przeprowadziliśmy test taśmy ASTM D3359. Atrament natychmiast się odkleił. Nasi inżynierowie znaleźli mikroskopijne ślady płynu do cięcia CNC, którego poprzedni dostawca nie zmył przed drukowaniem.
Nasza poprawka: Chemicznie rozebraliśmy obudowy do zera, przepuściliśmy je przez naszą dwustopniową specjalistyczną linię do mycia MEK i ponownie wydrukowaliśmy je przy użyciu katalizowanego atramentu epoksydowego. Po wypaleniu w temperaturze 300°F, nowy nadruk przetrwał ekstremalne testy ostrza krzyżowego bez jednego odprysku.
3. Rozmazany tekst na chropowatym wykończeniu
Drukowanie 6-punktowej czcionki na szorstkim, teksturowanym panelu powlekanym proszkowo powoduje, że mokry atrament wpada w mikroskopijne doliny tekstury.
- Nasza poprawka: Fizyki nie da się przeskoczyć. Albo doradzamy klientowi przejście na gładką satynową powłokę proszkową, albo odważnie pogrubiamy czcionkę w pliku graficznym, aby przetrwała wyboistą powierzchnię.
Jak usunąć farbę sitodrukową z metalu?
Jeśli wydruk nie przejdzie kontroli jakości lub trzeba zmienić przeznaczenie części, usunięcie atramentu zależy całkowicie od tego, czy został on utwardzony. W przypadku nieutwardzonego lub świeżo wydrukowanego tuszu, przemysłowy rozpuszczalnik (taki jak czysty MEK lub aceton) z łatwością go usunie.
Jednakże, gdy dwuskładnikowa farba epoksydowa zostanie w pełni wypalona i usieciowana w aluminium lub stali nierdzewnej, standardowe rozpuszczalniki nie będą działać - co dowodzi jej trwałości. Aby usunąć w pełni utwardzoną farbę, należy użyć silnych chemicznych środków do usuwania farby lub mechanicznie usunąć metal za pomocą piaskowania (piaskowania) przed ponownym przygotowaniem powierzchni.
Wnioski
Sitodruk na metalu nie musi przyprawiać o ból głowy. Niezależnie od tego, czy chodzi o dopasowanie odpowiedniego katalizowanego atramentu do anodowanego wykończenia, czy też o ścisłe mycie chemiczne, sukces tkwi wyłącznie w szczegółach.
W ShincoFab wiemy z pierwszej ręki, że bezbłędny wydruk zaczyna się na długo przed otwarciem atramentu - zaczyna się od tego, jak precyzyjnie surowa blacha jest cięta, gięta i przygotowywana. Jeśli prawidłowo skonfigurujesz pliki i będziesz przestrzegać procesu utwardzania, Twoje metalowe komponenty będą nie tylko wyglądać profesjonalnie, ale także przetrwają wszystko, co rzuci na nie prawdziwy świat.

