Har du svårt att välja mellan 5052-H32 och 6061-T6 aluminium? Du är inte ensam om det.
Som huvudtillverkare här på ShincoFab, Jag har tillbringat över ett decennium på våra plåtverkstäder och jag ser ingenjörer och inköpare specificera fel legering nästan varje vecka. Att göra fel val ser inte bara illa ut på papperet. Det leder till sprucken metall i våra kantpressar, kladdig aluminium som svetsas på våra dyra CNC-fräsar och tusentals dollar i bortkastade projektbudgetar. Jag vill rädda dig från dessa dyra misstag i den verkliga världen.
I den här snabbguiden får du raka svar från ett fabriksgolvsperspektiv. Inga tråkiga kemiföreläsningar. Jag lovar att visa dig exakt när du ska använda 5052, när du ska ta 6061, hur de klarar våra TIG-svetsar och till och med hur du kan rädda ditt projekt om du råkar beställa fel metall.
Så här gör du för att välja rätt metall för din ritning.
Hur man väljer rätt legering
Låt oss hoppa över det långa introt och komma direkt till saken. Valet mellan dessa två metaller handlar om vad du planerar att göra med dem.
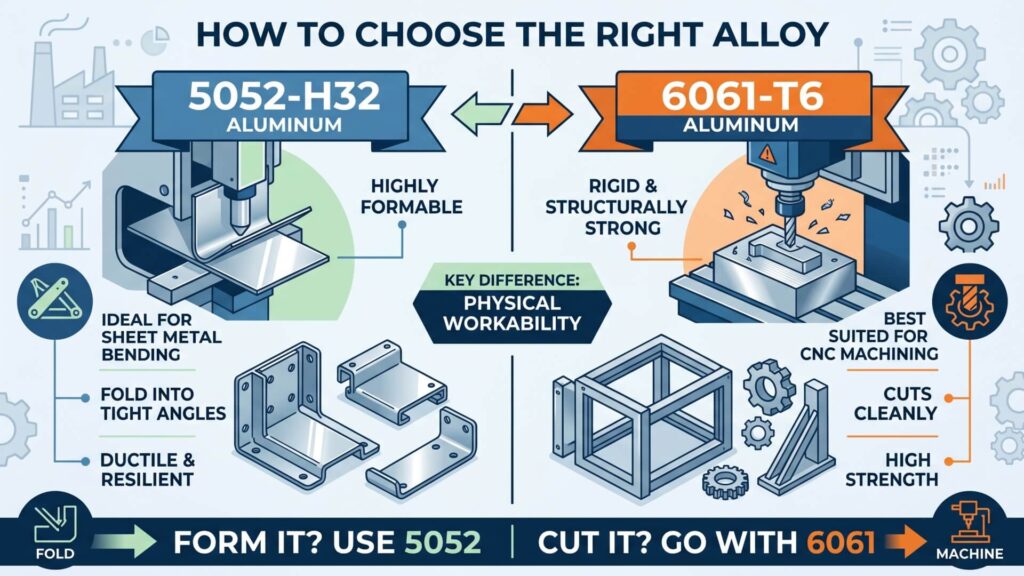
Den största skillnaden mellan 5052-H32 och 6061-T6 aluminium är deras fysiska bearbetbarhet. 5052-H32 är mycket formbar och idealisk för bockning av plåt, medan 6061-T6 är styv, strukturellt stark och lämpar sig bäst för CNC-bearbetning och tunga bärande ramar.
- Välj 5052-H32 om du behöver böja den. Det här är din bästa vän vid plåtarbeten. Du kan vika den i snäva vinklar utan att metallen spricker.
- Välj 6061-T6 om du behöver bearbeta den. Denna legering är byggd för ren styrka. Den skärs rent i en CNC-maskin och är perfekt för tunga konstruktionsdelar.
Om du formar den, använd 5052. Om du skär i den, använd 6061.
Vad används 5052-H32 aluminium bäst för?
Om din ritning omfattar komplexa plåtkapslingar kommer 5052-H32 att göra ditt (och din tillverkares) liv mycket enklare. På ShincoFab är detta vår obestridda mästare för arbete i kantpress.
Varför du kommer att älska det
- Den formas utan att gå sönder. Du kan vika den i snäva vinklar, vilket normalt tillåter en minsta böjradie på bara 1 till 1,5 gånger materialtjockleken. Till skillnad från styvare metaller böjer sig 5052 smidigt över våra V-dieslar. Jag har personligen sett våra operatörer böja 1/8″ 5052 till en perfekt 90-graders vinkel hela dagen utan en enda mikrofraktur på böjlinjen.
- Det motverkar rost. Eftersom det saknar koppar överlever det tuffa utomhusmiljöer. Vi bygger regelbundet specialanpassad marin hårdvara av 5052, och den håller perfekt även i saltvattenstänk.
- Det sparar pengar åt dig. Eftersom den formas så enkelt utan att behöva avlastningsskärningar eller värmebehandlingar sparar du timmar av dyrt verkstadsarbete. Och vid specialtillverkning är maskintiden den största kostnaden.
Där det fungerar bäst
Eftersom den klarar vatten och böjning så bra ser du den här metallen överallt utomhus och i specialtillverkade verkstäder.
- Båtskrov och marin utrustning.
- Specialanpassade metallkapslingar för elektronik.
- Bränsletankar för fordon.
- Slitstarka takpaneler.
Medan 5052 utmärker sig genom att formas och stå emot väder och vind, kräver projekt som kräver tungt, orubbligt strukturellt stöd ett helt annat tillvägagångssätt.
Vad används 6061-T6 aluminium bäst till?
Om 5052 är den flexibla plåtatleten är 6061-T6 den strukturella kroppsbyggaren. Vi plockar fram den här typen av material när en kund behöver en del som klarar stora mekaniska belastningar.
Varför du kommer att älska det
- Den är extremt stark. Denna legering ger en imponerande strukturell styrka. I enlighet med ASM/MatWeb Materialdatablad för aluminium 6061-T6, är dess draghållfasthet ca 310 MPa (45.000 psi), vilket förklarar varför den fungerar bra i lastbärande applikationer.
- Den bearbetar vackert. Det här är våra CNC-maskinisters favoritaluminium. I stället för att smälta och kladda ner verktygen bryts det av i skarpa, rena spånor. När du hör det jämna, konsekventa brummandet från CNC-fräsen vet du att den skär i 6061-T6.
- Den håller snäva toleranser. Om du vill att vi ska bearbeta ett precisionsfäste med en tolerans på +/- 0,005 tum ger 6061 en felfri, styv finish varje gång.
Var fungerar det bäst?
Du hittar 6061 överallt där en del måste vara tålig, säker och lätt.
- Styva, högpresterande bilramar.
- Kraftiga monteringsfästen.
- Flyg- och rymdindustrin samt flygplanskomponenter.
- Premiumramar för mountainbike.
Utöver baslegeringarna kommer du att märka specifika suffix (-H32 och -T6) som är kopplade till dessa material. Dessa tempereringsbeteckningar ändrar drastiskt hur metallen presterar.
Varför bokstäverna och siffrorna (-H32 och -T6) faktiskt betyder något?
Dessa extra bokstäver och siffror är inte bara slumpmässiga koder. De berättar om metallens “temperament”, baserat på Aluminium Association's system för temperamentbeteckningar. Detta innebär helt enkelt hur fabriken behandlade aluminiumet innan det skickades till dig.
- Vad -H32 betyder: Detta står för “strain-hardened”. I fabriken har man fysiskt valsat och bearbetat metallen för att göra den stark. Men här är fördelen för dig: den behåller sin elasticitet. På grund av -H32-tempereringen sträcker sig 5052 precis tillräckligt för att hantera snäva böjningar utan att knäckas.
- Vad -T6 betyder: Det står för “värmebehandlad”. Fabriken bakar metallen och kyler den snabbt för att låsa ihop materialen. T6-tempereringen är hemligheten bakom 6061:s massiva strukturella integritet och extrema styvhet.
Anlöpningen avgör helt hur metallen reagerar på mekanisk påfrestning.
Den inbördes matchningen
Vid jämförelse av 5052-H32 och 6061-T6 direkt beror det bästa valet i hög grad på din tillverkningsprocess. 5052-H32 utmärker sig genom formbarhet, bockning av plåt och hög korrosionsbeständighet. I motsats till detta, 6061-T6 är det överlägsna valet för höghållfasta strukturella applikationer och CNC-bearbetning med hög precision. Här är en snabb uppdelning:
| Fastighet | 5052-H32 | 6061-T6 |
|---|---|---|
| Bäst för | Plåtformning & marin användning | Strukturella ramar & CNC-delar |
| Bearbetbarhet | Dålig (klibbig, smälter lätt) | Utmärkt (krispiga, rena chips) |
| Böjbarhet | Utmärkt (täta radier utan sprickbildning) | Dålig (knäpper eller spricker kraftigt) |
| Svetsbarhet | Utmärkt (bibehåller strukturell integritet) | Bra (men tappar styrka vid svetsfogen) |
| Motståndskraft mot korrosion | Exceptionell (tål utomhusbruk/saltvatten) | Bra (kräver skydd mot rostangrepp) |
Styrka kontra böjning (formbarhet)
Medan 6061-T6 leder i ren strukturell belastningsförmåga (45.000 psi), erbjuder 5052-H32 fortfarande en respektabel brottgräns på cirka 33.000 psi (228 MPa). Den verkliga skillnaden uppstår när man försöker forma dem. 6061 är byggt för att hålla en enorm vikt på ett säkert sätt, men be oss inte att böja det skarpt. Jag har bokstavligen hört en skottliknande smäll över verkstadsgolvet när en nybörjare försöker böja 1/4-tums 6061-T6 till en skarp 90-graders vinkel. Metallen knäcks mitt itu. 5052 gör precis tvärtom; med sin höga töjning bildar den en vacker, jämn radie på kantpressen utan att gå sönder.
Maskinbearbetning kontra svetsning
Om du tvingar oss att sätta mjuk 5052 i en CNC-fräs med hög hastighet utan rätt verktyg, fungerar den som varmt tuggummi. Jag har varit tvungen att stoppa produktionen för att mejsla bort smält 5052 från en $150 hårdmetallborr. 6061 bearbetas dock till absolut perfektion.
Vad är det med svetsning? Fråga vår ledande TIG-svetsare och han kommer att peka ut en dold fälla. Båda svetsar fint, men den extrema värmen från svetsbrännaren förstör 6061:s ’-T6“-värmebehandling. Metallen förlorar faktiskt massiv styrka precis vid den värmepåverkade zonen (HAZ). 5052 behåller sin strukturella integritet mycket bättre efter att svetspölen svalnat.
Att överleva elementen (korrosion)
Aluminium står i allmänhet emot rost bra. Men 5052 tar det till en helt ny nivå. Hemligheten ligger i kemin. Den innehåller nästan ingen koppar. Denna brist på koppar gör 5052 till den ultimata överlevaren för utomhusbruk. Det klarar lätt av saltvatten och hårt väder. 6061 klarar sig bra utomhus, men det blir gropar och korroderar med tiden om du inte skyddar det. En gång hade vi ett parti obehandlade 6061-delar som stod utomhus under en fuktig vecka, och de började oxidera och bli gropiga. 5052 kommer inte att göra det.
Din plånbok (kostnad)
Vi bryr oss alla om slutresultatet. Generellt sett kostar 5052 lite mindre per kilo än 6061. Men dina verkliga besparingar kommer från arbetet. Eftersom 5052 formas så lätt utan sprickbildning eller behov av speciella värmebehandlingar sparar du timmar av dyr verkstadstid.
Vilken legering tar bättre finish?
Utseendet är viktigt. Dina kunder vill ha delar som ser bra ut och håller länge. Så här hanterar de båda metallerna olika ytbehandlingar.
- Obehandlad yta och standardanodisering: 5052 ser vanligtvis smidigare ut i sin råa, nakna form. Den tål också standardfärganodisering perfekt.
- Hårt pansar avslutar: 6061 är den klara vinnaren här. Det tar en Anodisering med hårt skikt typ III (MIL-A-8625) vackert. Detta ger din del en tuff, tät skyddande finish som enkelt stoppar kraftiga repor och vardagligt slitage.
- Målning och pulverlackering: Båda metallerna håller färg och pulverlack otroligt bra. Skrapa bara ytan och rengör den först. Din färg kommer att fästa och sitta kvar i flera år.
Kan jag svetsa 6061-T6 till 5052-H32?
Kan man blanda de här två metallerna? Ja, det kan man. Tillverkarna gör det varje dag.
Det är vanligt att man bygger ett styvt skelett av 6061 konstruktionsrör. Sedan klär du in den starka ramen i flexibla 5052-plåtpaneler. Du får de exakta fördelarna med båda legeringarna i ett och samma fantastiska bygge.
Hur svetsar man ihop dem? Ta bara tag i en ER5356 tillsatsrör, som är klassificerad under AWS A5.10 Specifikationer för nakna aluminiumelektroder. Det binder ihop dessa olika metaller perfekt och håller din led stark.
Hur räddar man fel legering?
Vi gör alla misstag. Ibland lämnas fel material vid lastbryggan. Så här räddar vi dessa situationer på fabriken:
- Om du måste böja 6061-T6: Försök inte med en skarp vikning. Vi löser detta genom att avsevärt öka bockningsradien i verktyget. Om du absolut behöver ett snävt hörn måste vi ta fram oxyacetylenbrännaren och lokalt glödga (mjuka upp) bockningslinjen så att den inte splittras.
- Om du måste bearbeta 5052-H32: För att undvika den där “tuggummiklibbiga” effekten byter vi till extremt vassa, enkelskäriga fräsar med polerade hål. Vi ökar mängden kylvätska och justerar matningshastigheterna för att evakuera de klibbiga spånorna innan de smälter fast på verktyget.
Slutsats
Att välja rätt aluminium behöver inte vara en gissningslek. Allt handlar om hur metallen reagerar under maskinernas arbete.
Att få rätt material från dag ett sparar pengar, kortar ledtiderna och förhindrar stora huvudbry. Vi lever detta varje dag på verkstadsgolvet här på ShincoFab. Som en erfaren plåttillverkningsfabrik vet vi att framgången för dina specialtillverkade delar helt och hållet beror på att vi har rätt legering på våra arbetsbänkar.
Om du tittar på din blueprint just nu och fortfarande inte är 100% säker, gissa inte. Kontakta vårt ingenjörsteam på ShincoFab. Vi utvärderar dessa material hela dagarna, och vi är redo att hjälpa dig att få ditt nästa bygge rätt på första försöket.

