
Asking when aluminum melts seems like a simple question. But if you have ever tried to cast scrap or TIG weld a bracket, you know the answer gets complicated quickly.
At ShincoFab, handling aluminum is our daily reality on the factory floor. We process tons of aluminum sheets for custom fabrication every month. We’ve seen firsthand how a lack of temperature control can warp a precision chassis or ruin a TIG weld on a cosmetic part.
While specific melting points matter to science, strictly adhering to a number isn’t enough on our production line. Understanding the metal’s behavior as it enters that soft and sticky phase is often what separates a scrapped part from a perfect product.
In this guide, you won’t just get a textbook number. You will get the melting ranges for common alloys, learn why your scrap turns into gray ash instead of liquid, and discover how to handle the invisible oxide skin that ruins projects. Let’s get to work.
The Short Answer for Pure Aluminum
Let’s cut straight to the chase. If you just want the number, here it is:
1220°F (660°C)
This is the standard melting point for pure elemental aluminum, a figure verified by authoritative scientific databases like the NIST Chemistry WebBook
Why does this matter to you?
It means aluminum is much easier to work with than tougher metals like steel. Steel requires temperatures around 2500°F (1370°C) to turn into liquid. That is over twice as hot!
Because aluminum melts at a lower temperature, you get a few big benefits:
- It saves you money. You use less fuel or electricity to get it hot.
- It speeds up the process. Your furnace reaches the target temperature much faster.
- Equipment is cheaper. You don’t need a massive industrial forge to melt it. A simple backyard foundry can often do the job.
However, unless you are working in a high-tech science lab, you probably aren’t using 100% pure aluminum. Most metal you find in the real world is mixed with other things, and that changes the melting rules completely.
Why Your Aluminum Might Melt Differently
The number 1220°F is a great baseline, but in the real world, you rarely hit it exactly. Most aluminum you encounter behaves differently because of what is hidden inside.
Understanding Aluminum Alloys
Here is the truth: Pure aluminum is actually very soft.
It is too weak for most jobs. You wouldn’t want a bike frame made of it because it would bend too easily. That’s why manufacturers mix in other metals like copper, magnesium, or silicon.
These mixtures are called alloys.
Think of it like baking a cake. Aluminum is the flour, but you add sugar and eggs to change the texture.
When you add these extra ingredients, the melting temperature changes. It doesn’t stay at that perfect 1220°F (660°C). Depending on what is mixed in, the melting point usually drops lower.
Solidus vs. Liquidus (The Slushy Phase)
In school, we learn that ice turns to water instantly. Alloys don’t work like that.
They don’t just snap from a hard solid to a runny liquid. They go through a weird in-between stage.
Engineers call this the Melting Range.
- Solidus: The temperature where the metal starts to melt. It gets soft.
- Liquidus: The temperature where it is 100% liquid.
Between these two numbers, your aluminum is like a slushie.
It enters a mushy zone. The metal isn’t hard enough to hold its shape, but it isn’t runny enough to pour into a mold. It acts just like wet sand or toothpaste.
This slushy phase can ruin your project if you aren’t careful. To avoid that, you need to know exactly which grade of metal you are holding. Here is a quick cheat sheet.
Cheat Sheet: Melting Points of Common Alloys
You don’t need to memorize the periodic table. If you are welding or casting, you just need a general idea of what you are working with.
Here are the numbers for the most common types of aluminum you will find, classified according to the International Alloy Designation System, maintained by the Aluminum Association.
Here are the numbers for the most common types of aluminum you will find.
| Material / Alloy | Melting Point (°F) | Melting Point (°C) | Key Characteristic (Fabricator’s Note) |
|---|---|---|---|
| Pure Aluminum (99% / 1100) | 1190°F – 1215°F | 643°C – 657°C | Soft, highly ductile; rarely used for structural parts. |
| 6061 Aluminum | 1080°F – 1205°F | 582°C – 652°C | Wide “Mushy” Zone. Prone to hot cracking if welded without filler, but highly weldable with it. |
| 7075 Aluminum | 890°F – 1175°F | 477°C – 635°C | High strength (Zinc); melts at low temps. Notoriously difficult/unsuitable for standard fusion welding. |
| 3003 Aluminum | 1190°F – 1210°F | 643°C – 654°C | Narrow melting range; behaves almost like pure aluminum but with added manganese for strength. |
| Cast Aluminum (e.g., A356) | 1030°F – 1140°F | 555°C – 615°C | High Silicon content increases fluidity, helping it flow into complex molds easily. |
| Aluminum Oxide (Skin) | ~3762°F | ~2072°C | The Enemy. Melts at 3x the temp of underlying aluminum; MUST be cleaned/ground off before welding! |
| Steel (Mild, for Comparison) | 2600°F – 2800°F | 1425°C – 1540°C | Requires industrial forge/torches; turns distinctively red before melting (unlike aluminum). |
6061 Aluminum (The Structural Stuff)
This is the workhorse of the metal world… (此后接原文)
6061 Aluminum (The Structural Stuff)
This is the workhorse of the metal world. You see it everywhere, including bicycle frames, car parts, and fishing boats. Because it has magnesium and silicon inside, it doesn’t melt at a single point.
- Melting Range: 1080°F – 1205°F (582°C – 652°C)
Notice that big gap? That means 6061 spends a long time in that mushy phase we talked about.
💡 Factory Floor Insight
In our fabrication shop, 6061 is the standard for a reason, but its wide melting range demands skilled welding. We often tell our clients that while 6061 is excellent for structural brackets, its sensitivity to heat input means our welding operators must precisely control their amperage. A slight overheat doesn’t just melt the joint, it weakens the ‘Heat Affected Zone’ (HAZ) adjacent to the weld, potentially causing the part to crack under stress later.”
7075 Aluminum (High Strength)
This is the tough stuff used for airplanes and climbing gear. But here is the surprise: It melts at a much lower temperature than weaker alloys because it contains zinc.
- Melting Range: 890°F – 1175°F (477°C – 635°C)
3003 Aluminum (General Use)
This is your everyday metal, like cooking pans. It is very close to pure aluminum, so it acts like it.
- Melting Range: 1190°F – 1210°F (643°C – 654°C)
It snaps into a liquid state very quickly.
Cast Aluminum (Engine Parts)
Old lawnmower engines and BBQ grills are usually cast aluminum. They contain a lot of silicon, which significantly lowers the melting point to help the metal flow into molds.
- Melting Range: 1000°F – 1100°F (538°C – 593°C)
Now that you have the specific numbers for aluminum, let’s zoom out and see how it stacks up against the other heavy hitters in your shop.
Aluminum vs. Other Metals (Comparison)
Aluminum vs. Steel
Steel is the heavyweight champion here.
It requires massive amounts of energy to change form. Steel generally won’t melt until it hits around 2500°F (1370°C).
That is more than double the heat aluminum needs. This is good news for you. It means you can melt aluminum in a simple bucket furnace using charcoal and a hair dryer. You definitely cannot do that with steel.
Aluminum vs. Copper
Copper is beautiful, but it is stubborn.
It melts at 1984°F (1085°C).
This is much hotter than aluminum. If you plan to mix copper into your aluminum to make it stronger, you need to get your furnace very hot. The aluminum will turn to liquid long before the copper even starts to glow.
Aluminum vs. Lead
Lead is the softy of the group.
It turns into a liquid puddle at just 621°F (327°C).
You can melt lead with a simple propane torch in seconds. Aluminum takes about twice as much heat energy to get moving.
Looking at these comparisons, aluminum seems easy to melt, right? But there is a hidden trap. Even when your furnace is hot enough, your aluminum might refuse to melt because of an invisible shield.
The Invisible Shield of Aluminum Oxide
Here is the invisible enemy.
Aluminum reacts instantly with air. As soon as you scratch raw aluminum, oxygen grabs onto it. Within seconds, it forms a microscopic layer called Aluminum Oxide.
Think of it like an apple turning brown after you bite it. But instead of soft brown mush, aluminum forms a super-hard ceramic shell.
This shell causes big problems because the melting points are drastically different.
- Pure Aluminum melts at: ~1220°F (660°C)
- Aluminum Oxide melts at: ~3700°F (2037°C)
Do you see that gap?
The oxide melts at a temperature three times higher than the metal itself. Picture a water balloon. The rubber is the oxide, and the water is the aluminum. You can heat the balloon until the water boils inside, but the rubber skin holds it all together.
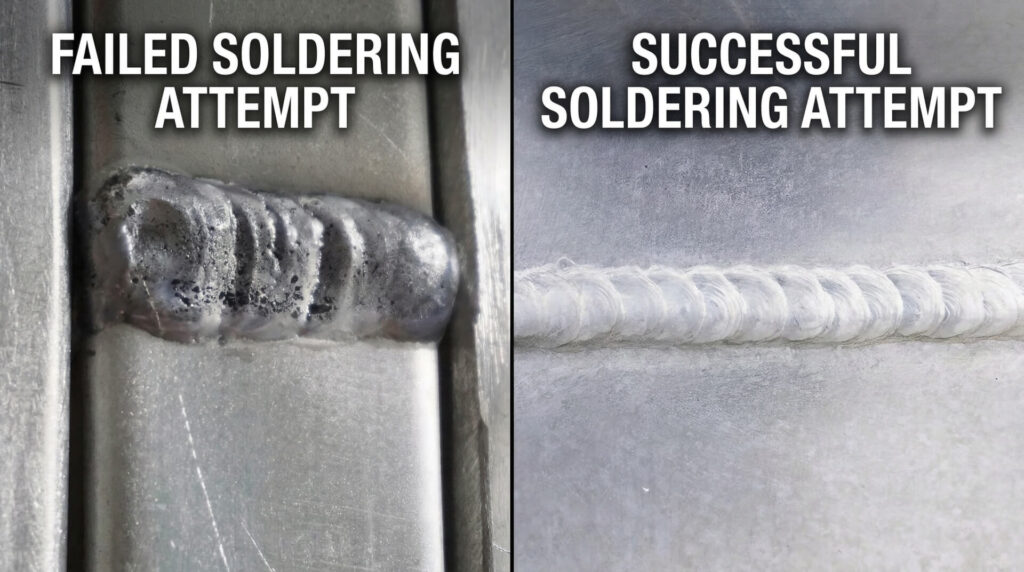
💡How We Handle This at ShincoFab
“This oxide layer is the leading cause of weld defects. While amateurs might overlook strict cleaning, professional manufacturing demands it. We use chemical solutions or dedicated stainless steel brushes reserved exclusively for aluminum to prevent cross-contamination. Removing this skin is critical because its melting point of 3700°F is nearly three times higher than the base metal at 1220°F. Any remaining oxide gets trapped in the weld puddle, creating weak and porous joints that would never pass our quality inspections.
Now that you know about this annoying skin, let’s look at the most common mistake beginners make.
Why Is My Aluminum Not Melting

You built the furnace. You got it roaring hot. You threw in a mountain of soda cans.
But instead of a pool of shiny liquid metal, you have a gross pile of gray ash. It looks like crumbly popcorn. What went wrong?
It’s the Surface Area.
Soda cans are incredibly thin. They are mostly paint, plastic coating, and that tough oxide skin we talked about earlier. There is actually very little metal in there.
When you heat a thin can, the skin takes over. The aluminum oxidizes and basically burns up faster than it can melt completely. You aren’t making ingots. You are making dross (waste slag).
Stop wasting your time with cans. If you want a nice, clean melt, you need “thick” scrap that has some meat on the bone.
Look for these instead:
- Old Car Parts: Pistons, cylinder heads, or alternators.
- Computer Parts: Giant heatsinks work perfectly.
- Thick Extrusions: Old window frames or door tracks.
Why We Don’t Use Thin Scrap
Hobbyists often ask us if they can recycle soda cans. While possible in a backyard setting, we never introduce this type of low-grade scrap into a professional process. The surface area-to-volume ratio is too high.
In an industrial setting, reclaiming aluminum requires strict alloy control. If you are casting at home, follow the factory rule: Cleanliness is King. We treat our scrap to remove oils and paints before it ever sees a furnace. For your projects, stick to heavier, cleaner castings like old automotive parts to avoid the frustration of dross buildup.
Getting clean metal is one challenge. Seeing if it’s actually hot is another. Aluminum is tricky because it loves to play hide-and-seek with heat.
The Danger of Aluminum Not Glowing
Steel is polite. It warns you before it gets dangerous.
When you heat steel, it turns a dull cherry red, then bright orange, and finally yellow-white. You know exactly how hot it is just by looking at it.
Aluminum is a silent ninja.
It sits there looking cool, shiny, and silver.
It looks exactly the same at room temperature as it does at 1200°F. Then, without any warning, the entire structure collapses into a liquid puddle.
This causes a lot of accidents. Beginners try to pick up a piece of cold-looking aluminum, only to have it melt through their gloves.
Don’t trust your eyes.
Since you can’t see the heat, you need a different way to test it.
- The Stick Test: Take a clean steel rod or a pine stick. Gently poke the aluminum. If it feels soft like butter or mush, it is ready to melt. If the wood chars instantly upon touching it, back off.
- Digital Thermometers: Ideally, buy an infrared thermometer/laser temp gun. It takes the guesswork out of the game.
You can’t see the heat, but you can definitely feel its effects—especially when you try to weld it.
The Heat Sink Effect Makes Welding Harder
This drives beginners crazy.
You know aluminum melts at a low temperature (1220°F). So, logic tells you to turn your welder down, right?
Wrong.
Aluminum loves to move heat. It has incredibly high Thermal Conductivity.
As soon as your torch touches the metal, the heat doesn’t stay put. It races away from your weld spot to the cold ends of the bar. The metal acts like a giant radiator, cooling itself down faster than you can heat it up.
You are fighting a losing battle. To win, you have to overpower it.
- Hit it hard: Use more amps (power) at the start than you think you need.
- Move fast: Form the puddle quickly before the heat spreads.
💡Real-World Example
We recently fabricated a thick aluminum enclosure for an electronics client. The design called for standard weld parameters, but the thick base material sucked the heat away so fast that the weld wouldn’t penetrate.Instead of just turning up the heat (which risks blowing a hole through the part), our engineers pre-heated the aluminum to 200°F before welding. This reduced the thermal shock and allowed the aluminum to melt evenly without overpowering the torch. It’s a trick of the trade that only comes from handling these materials daily.
Whether you are welding or casting, fighting physics is hard work. Let’s look at how to control your environment so you stay successful and safe.
Practical Tips for Melting and Casting
Controlling the Heat
Most beginners think hotter is better. It isn’t.
If you crank your furnace to the max, you will ruin the metal. Liquid aluminum loves to absorb hydrogen gas. It acts like a sponge.
When the metal cools down, that gas tries to escape. It gets trapped inside and creates tiny bubbles called porosity. It turns your strong casting into Swiss cheese.
To fix this, keep your temperature low. Aim for just above the melting point (around 1300°F or 700°C for casting).
Safety First
Molten aluminum hates water.
If a single drop of rain or a piece of damp scrap hits the liquid, it explodes. Water turns to steam instantly and expands 1,600 times its size. This sends white-hot metal flying at your face. Even the Aluminum Association’s Annual Summary Report on Molten Metal Incidents explicitly warns against moisture contamination in furnace environments.
You need to protect yourself:
- Wear a full face shield.
- Use thick leather welding gloves.
- Wear only cotton clothing. Never wear synthetic fabrics like polyester. If hot metal hits polyester, it melts and sticks to your skin.
You know how to handle aluminum safely in the shop, but what about inside your home? Let’s bust a few myths about your kitchen cookware.
Does It Melt in Daily Life?
Cookware on the Stove
Can you melt a frying pan on your stove? Surprisingly, yes.
A natural gas flame burns at over 3500°F. That is plenty of heat to turn your aluminum skillet into a liquid puddle.
But don’t worry about tonight’s dinner. As long as there is food or water in the pan, the energy transfers to them to cook your meal. The aluminum stays cool enough to hold its shape. However, if you leave a dry, empty pan on high heat and walk away? You might come back to a hole right in the bottom.
House Fires
House fires are terrifyingly hot.
The average room fire burns between 1100°F and 2000°F. This is the sweet spot for melting aluminum.
Steel beams might warp or bend in the heat, but they usually stay solid. Aluminum is different. It surrenders completely.
After the smoke clears, investigators often find silver puddles on the ground where a bicycle, window frame, or lawn chair used to be. It essentially casts itself into the shape of the floor cracks. The scary part about those puddles? You wouldn’t have seen them getting hot until it was too late.
Conclusion
Understanding the melting point of aluminum is about more than just a number on a chart. It is about respecting the material.
Whether you are dealing with the invisible oxide skin, navigating the mushy zone of a 6061 alloy, or fighting the heat sink effect during a weld, success comes from preparation. You now know that 1220°F is just the starting line.
If you decide that managing these specific temperature ranges and behaviors is too complex for your current project, you don’t have to do it alone. At ShincoFab, we handle sheet metal fabrication daily as a specialized manufacturer in China. We understand exactly how these alloys behave under heat because we work with them constantly.
Stay safe, verify your temperatures, and good luck with your next project.

