Jag har tillbringat många år med att hantera produktionslinjer och övervaka kundanpassade tillverkningsprojekt på vår anläggning, så jag vet att en stark struktur börjar med rätt installation. Vi ser det hela tiden med kundritningar. De har ofta fantastiska konstruktioner på papper som misslyckas på verkstadsgolvet eftersom fogkonfigurationen inte var praktisk.
I den här guiden tar jag bort jargongen och förklarar de fem standardtyperna av svetsfogar så att du kan bygga ditt nästa projekt med tillförsikt.
Skillnaden mellan en svetsfog och en svets
Många nybörjare använder dessa termer synonymt. Det borde de inte göra.
Den gemensamma är det fysiska arrangemanget. Det handlar helt enkelt om hur du placerar de två metallbitarna innan du ens plockar upp brännaren. Ligger de platt sida vid sida? Är de överlappande? Den inställningen är fogen.
Svetsfogen är resultatet av ditt arbete. Det är den smälta tillsatsmetallen och den faktiska sammansmältningen som binder samman fogen.
Tänk på det som att bygga en altan. Det fog är där två träskivor möts. De svetsa är spikarna och skruvarna som håller dem där.
Du kan faktiskt använda olika typer av svetsar på exakt samma typ av fog. Men innan vi pratar om svetstekniker måste vi först göra rätt inställningar.
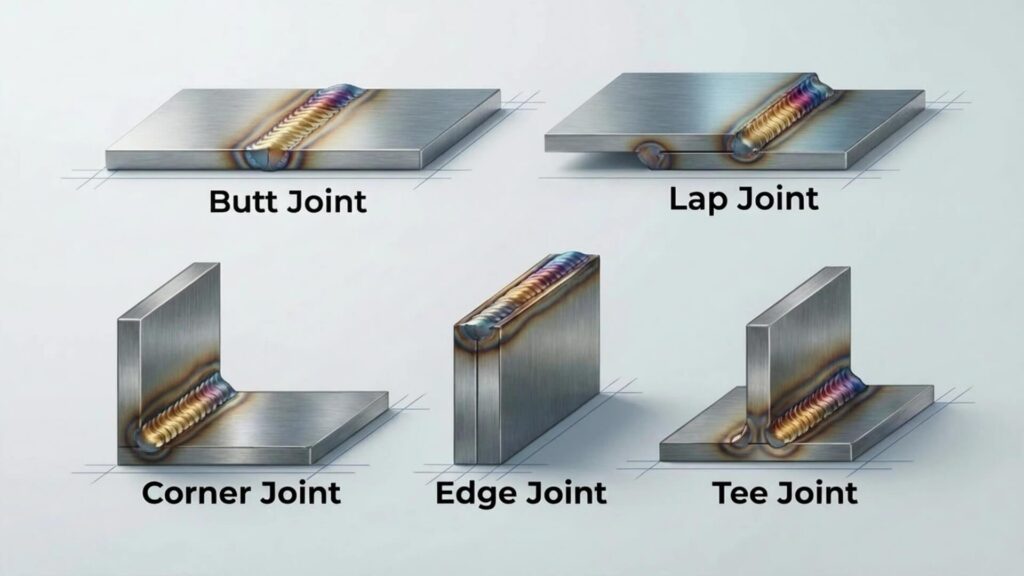
Det finns fem industristandardiserade sätt att arrangera din metall. Låt oss bryta ner dem.
De 5 standardtyperna av svetsförband
I enlighet med Amerikanska svetssällskapet (AWS)finns det fem standardmetoder för att positionera din metall. Om du behärskar dessa fem inställningar kan du bygga nästan vad som helst.
1. Stum fog
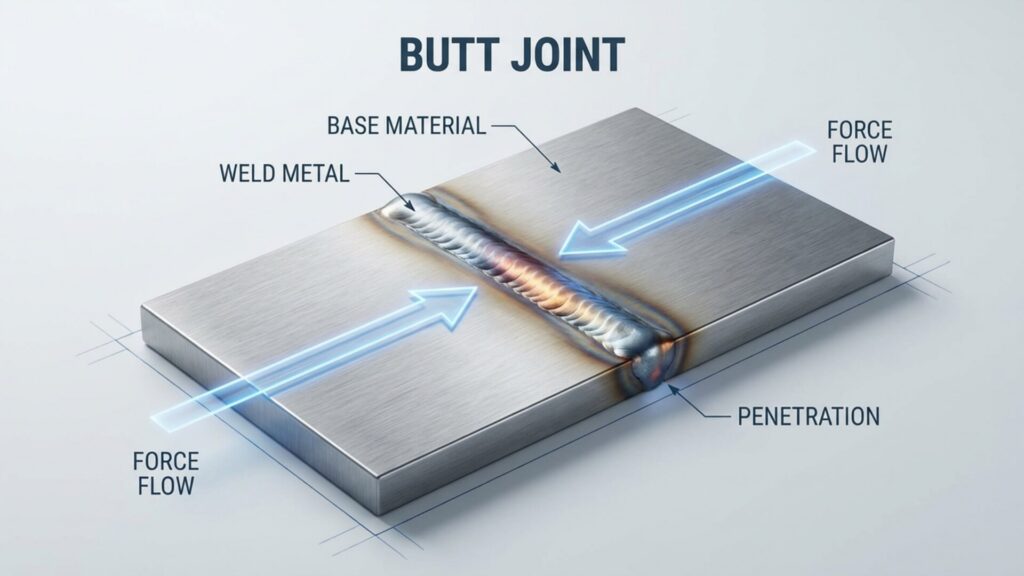
Det här är den vanligaste installationen du kommer att se. Det är precis vad det låter som. Du trycker helt enkelt två metallbitar mot varandra på ett plant plan.
Tänk dig att du tar två spelkort och tejpar dem kant i kant. Det är en stötfog.
Används bäst för:
- Anslutning av rörsektioner.
- Sammanfogning av plana plattor för att skapa en större yta.
Det goda:
- Hög hållfasthet: Om du svetsar rätt blir fogen lika stark som själva basmetallen.
- Slät yta: Eftersom delarna sitter platt kan du slipa svetsen jämn. När den är målad försvinner skarven helt.
Det dåliga:
- Genombränning: På tunn metall är det mycket lätt att blåsa ett hål rakt igenom spalten om man inte är försiktig.
- Förberedande arbete: På tjockt material kan du inte bara skarva ihop dem. Du måste vanligtvis fasa (vinkla) kanterna till en "V"-form så att svetsen tränger igenom hela vägen till botten.
💡 Erfarenheter från fabriksgolvet
På ShincoFab hanterar vi ofta stora kapslingar i rostfritt stål som kräver stumfogar. En särskild utmaning som vi ställs inför är inte bara svetsningen, utan även monteringen före svetsningen. Om laserskärning toleransen avviker med bara 0,5 mm blir gapet inkonsekvent. I ett hemmagarage kan man överbrygga gapet för hand. Men i vår industriella miljö innebär en inkonsekvent spalt att robotsvetsaren kan bränna igenom. Vi lärde oss den hårda vägen att en stumfog bara är så bra som den skärmaskin som förbereder kanterna.
Om du sköter förarbetet är den här fogen oslagbar. Låt oss nu titta på vad som händer när du ändrar vinkeln.
2. T-förband (T-formen)
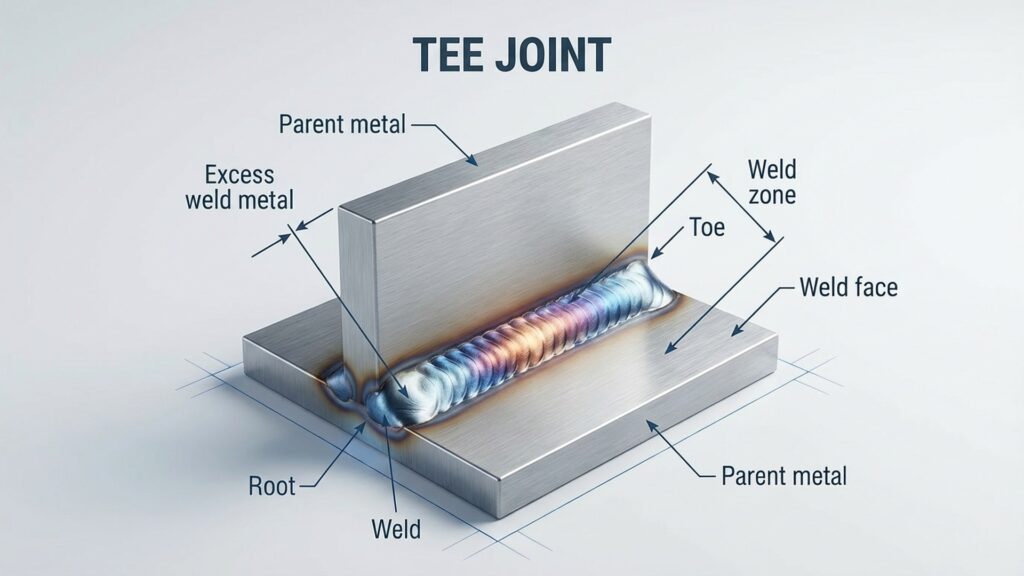
Som namnet antyder ser den här uppställningen ut som ett uppochnervänt "T". Du placerar kanten på en del mot den plana ytan på en annan del i 90 graders vinkel.
Används bäst för:
- Strukturella stativ och bordsben.
- Lägga till stagning för stöd.
- Fäst ett rör eller en slang på en platt bottenplatta.
Det goda:
- Skjuvhållfasthet: Denna fog är utmärkt för att motstå krafter som försöker skjuta isär delarna. Den ger stor styvhet.
Det dåliga:
- Svårt att penetrera: Att få svetsen djupt in i det inre hörnet är knepigt. Om du inte använder tillräckligt med värme kommer svetsen bara att sitta ovanpå som en larv utan att ta tag i roten.
💡 Inblick i den verkliga världen
Jag minns ett parti strukturella konsoler där kunden specificerade en T-förband men inte räknade med lamellär sönderrivning. Detta är ett fel där basmetallen slits isär invändigt under påfrestning. Eftersom stålplåten var för tjock och svetsen för aggressiv höll fogen, men själva stålplåten delaminerades. Denna erfarenhet lärde oss en värdefull läxa. För kraftiga T-förband i vår fabrik kontrollerar vi nu strikt riktningen på stålkvaliteten före montering.
T-fogen ansluter i mitten av en platta. Men vad händer om du behöver ansluta kanterna för att skapa en låda? Det är där nästa fog kommer in i bilden.
3. Hörnfog
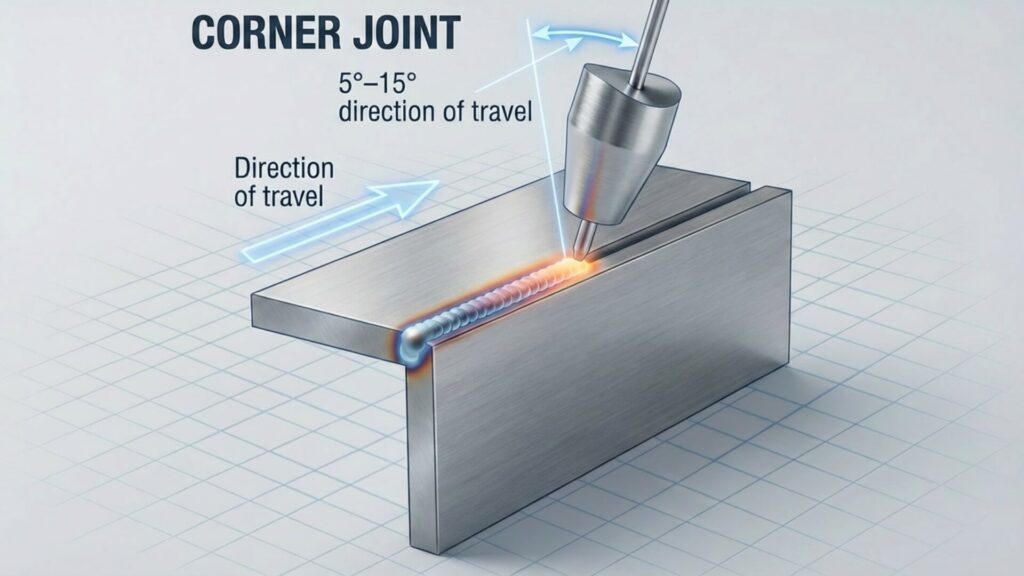
Den här fogen bildar ett "L". Den uppstår när två metallbitar möts i en 90-graders vinkel vid sina ytterkanter.
Du kan ställa in detta på två sätt. Det finns Öppet hörn (där kanterna rör sig från spets till spets och bildar ett V) eller Stängt hörn (där den ena sidan ligger i jämnhöjd med kanten på den andra).
Används bäst för:
- Tillverkning av ramar.
- Bygga metallådor eller tankar.
- Tillverkning av rektangulära bord.
Det goda:
- Enkel montering: Den går snabbt att montera. Du behöver i allmänhet inte mycket kantförberedelser för att komma igång.
Det dåliga:
- Vridning: Detta är den största huvudvärken. Eftersom du svetsar på det yttre hörnet drar värmen metallen inåt. Om du inte klämmer fast den ordentligt kommer din fyrkantiga låda att hamna snett.
💡 Tips från fabriksgolvet
Här är det oftast den estetiska finishen som prioriteras. När vi tillverkar kontrollskåp för elektronik använder vi hörnförband just för att de är lättare att slipa släta. En sluten hörnfog gör att vårt efterbehandlingsteam kan slipa radien perfekt rund så att den ser ut som en enda böjd metallbit. Om du vill ha den där "sömlösa" Apple-store-looken för ditt skåp är det här den fog vi rekommenderar under designfasen.
Hörnfogar är bra för kanter, men vad händer om du behöver laga ett hål i mitten av en plåt? Då krävs en staplingsmetod.
4. Överlappande fog
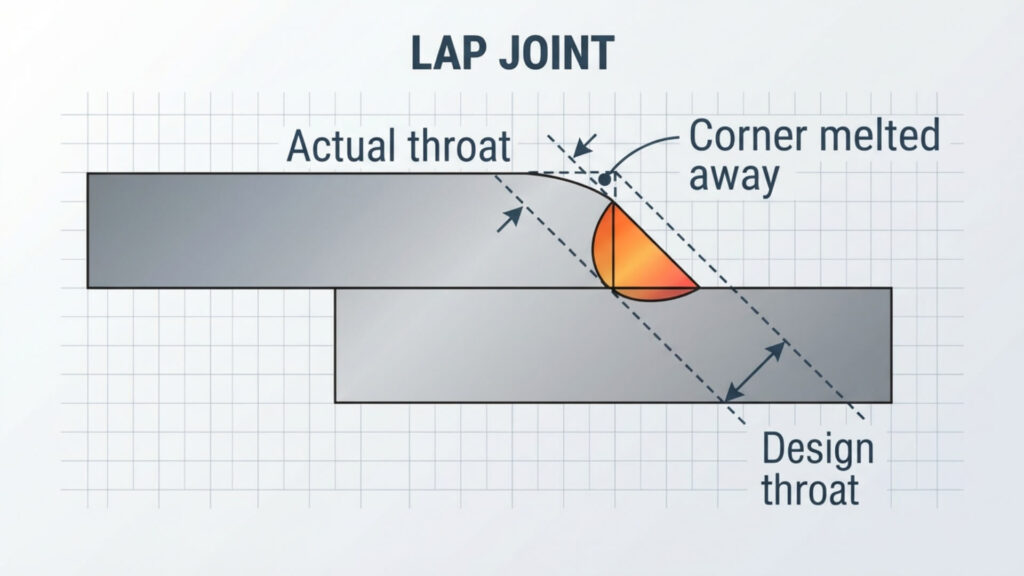
En överlappsskarv skapas genom att kanten på ett stycke staplas över toppen på ett annat. De överlappar varandra, precis som bältros på ett tak.
Används bäst för:
- Tunn metallplåt.
- Lagning av rosthål (lappning).
Det goda:
- Mycket förlåtande: Det här är den lättaste fogen för nybörjare att lära sig svetsa. Den dubbla tjockleken fungerar som en värmesänka, så det är mycket svårare att bränna ett hål genom metallen.
- Noll förberedelser: Du behöver sällan fasa eller slipa vinklar. Rengör bara ytan, kläm fast den och svetsa.
Det dåliga:
- Inte spola: Du kommer alltid att ha ett steg eller en ojämnhet i metallen. Den är inte slät.
- Rostfällor: Fukt kan lätt fastna mellan de två lagren. Detta gör att metallen med tiden rostar inifrån och ut.
💡 Erfarenheter från fabriksgolvet
Även om bågsvetsning av lappskarvar är vanligt vid gör-det-själv-reparationer, är lappskarvar kungen av lappskarvar i vår fabriksproduktion Punktsvetsning. När vi tillverkar bilfästen eller interna chassidelar använder vi nästan uteslutande lappskarvar eftersom de gör det möjligt för våra motståndssvetsare att klämma fast och smälta samman plåtarna direkt. Det går snabbare än att köra en vulst och ger mycket mindre värmedistorsion.
Överlappning är enkelt, men ibland behöver du bara smälta samman två kanter som står sida vid sida. Det för oss till den sista typen.
5. Kantskarv
Tänk dig att du stänger en bok och tittar på sidorna. Det är en kantfog. Du staplar två plattor parallellt med varandra och drar en svetssträng längs de övre kanterna där de möts.
Används bäst för:
- Ljuddämpare och delar till avgassystem.
- Plåthöljen som inte håller vikten.
Det goda:
- Snabbt: Det går otroligt snabbt att zippa ihop två kanter. Du behöver inga avancerade klämmor eller komplicerad montering.
Det dåliga:
- Svag: Den här fogen har mycket ytlig inträngning. Svetsen ligger på ytan och klarar därför inte av stora påfrestningar. Använd aldrig detta för något som behöver lyfta en last.
Nu har du de fem standardalternativen. Innan vi går vidare till applikationen, låt oss snabbt sammanfatta.
Snabb jämförelse: De 5 svetsfogarna i en överblick
Har du ont om tid? Här är hur de fem lederna står sig när det gäller styrka, förberedelser och bästa användningsfall.
| Typ av fog | Visuell geometri | Bäst för | Styrkeprofil | Fab Intensity (förberedande arbete) |
|---|---|---|---|---|
| Stötfog | ➖ ➖ (kant i kant) | Rör, skarvning av grovplåt | Hög (dragbelastning) | Hög (Kräver exakt skärning och fasning) |
| T-förband | ⊥ (Vinkelrät) | Konstruktionsfästen, bordsben | Hög (skjuvning/kompression) | Medium (Se upp för lamellär sönderrivning) |
| Lap Joint | 📚 (Överlappande) | Tunnplåt, punktsvetsning | Medium (Skjuvbelastning) | Låg (Mycket förlåtande passform) |
| Hörnfog | 📐 (L-form) | Lådramar, tankar, höljen | Låg-Medium (Beror på stagning) | Låg (Fokus ligger på estetisk finish) |
| Kantskarv | 📒 (parallell stack) | Lossade delar, Ljuddämpare | Låg (Endast icke-strukturella) | Låg (Snabbaste montering) |
Men innan vi pratar om att välja en måste vi reda ut en stor förvirring: skillnaden mellan fog och svetsa själv.
Hur man mixar och matchar fogar med olika svetstyper
Den här delen förvirrar nästan alla när de börjar. Du kanske frågar om något är en T-fog eller en kälsvets.
Svaret är både och.
Tänk på det här som en Mix and Match-meny. Du har Gemensam (inställningen) och Svets (formen på vulsten). Du kan använda samma svetsmetod för olika inställningar.
- Kilsvetsning: Detta är den triangulära metallsträngen. Du kan använda en kälsvets på en T-förband, a Lap Jointeller en Hörnfog. Det är samma teknik, bara tillämpad på olika former.
- Groove Weld: Används för att fylla ett mellanrum. Du använder vanligtvis en spårsvets på en Stötfog. Du fyller i princip igen diket mellan två plana plattor.
Så häng inte upp dig på namnen. Fokusera på att montera ihop bitarna på rätt sätt. För om du väljer fel fog för jobbet slösar du inte bara tid - du kan också bygga något farligt.
Nu när vi har namnen klara för oss, låt oss tala om styrka. Varför skulle du välja en stumfog framför en lappfog? Det handlar om fysik.
Förstå hur svetsfogar hanterar påfrestningar
Ingenjörer älskar att använda stora ord som "dragkraft" och "skjuvning". Men du behöver inte ha en fysikexamen för att bygga ett bord. Du behöver bara visualisera hur saker går sönder.
Här är den enkla versionen av hur stress fungerar:
- Tensile (dragkampen): Tänk dig att du drar i ett rep från båda ändarna. Det är draghållfasthet. A Stötfog är perfekt för detta. Den riktar in metallen i en rak linje så att den kan stå emot dragkraften.
- Shear (kortleken): Lägg en kortlek på ett bord och skjut det översta kortet i sidled. Det glider rakt av det undre. Det är skjuvglidning. A Lap Joint är utformad för att stoppa detta. Den fäster lagren vid varandra så att de inte kan glida förbi varandra.
- Böjning (knäcka en kvist): Ta en pinne och försök att knäppa den över knät. Det är böjkraft. Hörnförband hatar det här. Om man trycker hårt på sidan av en metallåda vill hörnet gå upp. Du behöver vanligtvis svetsa insidan och utsidan, eller lägg till ett stag, för att förhindra att den öppnas.
Du förstår fysiken. Låt oss nu ta den teorin och tillämpa den på checklistan för ditt faktiska projekt.
Så här väljer du rätt fog för ditt projekt
Släng inte bara ett mynt. Den "bästa" fogen beror helt och hållet på vad du bygger. Ställ dig själv dessa tre frågor innan du skär i din metall.
Hur tjock är metallen?
Tjocka stålplåtar kräver djup penetration, så Butt- eller T-förband är standard. Tunn plåt är annorlunda. Den älskar Överlappande fogar. Genom att överlappa kanterna fördubblas tjockleken och du slipper bränna hål genom detaljen.
Vilken typ av last är det?
Hur kommer detaljen att belastas? Kommer den att dras, vridas eller klämmas? Stumfogar är utmärkta för drag (spänning). T- och hörnförband ger styvhet för att förhindra att delar böjs.
Har du tillgång?
Kan du nå båda sidorna med din svetsbrännare? Om du bara kan svetsa från framsidan kan du behöva en Open Corner-fog för att säkerställa att svetsen sjunker in hela vägen.
Så, du kan reglerna. Men vad händer om du ignorerar dem? Spoilervarning: Det är inte bara fult, det är farligt.
Vad händer om du väljer fel led?

De flesta läroböcker visar bara det perfekta diagrammet. De varnar dig sällan för katastroferna. Men i den verkliga världen är det inte bara ett "oops"-ögonblick att välja fel led - det kan förstöra ditt projekt.
Här är två klassiska nybörjarmisstag:
Misstag 1: Använda en kantskarv på en släpvagnskoppling
Resultatet: Den kommer att brytas av direkt. Kantskarvarna har mycket ytlig penetration. De är bra för en ljuddämpare, men de kan inte hantera den tunga dragkraften hos en släpvagn. Metallen kommer bara att skalas isär.
💡En varnande berättelse
Vi hade en gång en kund som skickade en prototypritning till oss för en kraftig lyftram med kantförband för att spara monteringstid. Jag var tvungen att förkasta ritningen omedelbart. Jag har sett kantskarvar som skalar av sig som en banan under skjuvbelastning. Vi konstruerade om den till en stötfog med full genomträngning, vilket ökade svetstiden men säkerställde att detaljen inte skulle gå sönder. Som tillverkare måste vi ibland skydda kunderna från deras egna praktiska designval.
Misstag 2: Använda en stumfog på en tunn bilpanel utan bakstycke
Resultatet: Du kommer att spränga ett hål rakt igenom den. Tunn plåt smälter direkt om du försöker stumsvetsa den utan att ha något bakom som absorberar värmen. Du får ett taggigt hål istället för en slät söm.
Du har valt rätt led och du känner till riskerna. Nu återstår bara ett steg innan du trycker på avtryckaren: att göra metallen klar.
Förbereda din metall för starkare svetsar

Du kan välja den perfekta fogen, men om du inte förbereder den på rätt sätt kommer den att misslyckas. En smutsig fog är en svag fog.
Rengör den först
Rost, färg och olja är fienden. Om du försöker svetsa över dem fastnar dessa orenheter i den smälta metallen. Detta orsakar bubblor (porositet) och sprickor. Slipa alltid din metall tills den är blank och klar innan du börjar.
Vet när du ska fasa
Om din metall är tjock (vanligtvis över 1/8 tum) kan du inte bara stöta ihop kanterna. Svetsen kommer inte att tränga in tillräckligt djupt. Använd en slipmaskin för att skära en vinklad kant på båda bitarna. När de möts bildar de ett "V"-spår. Denna kanal gör att du kan svetsa hela vägen ner till botten.
Kläm fast den ordentligt
Fit-up är bara svetsarspråk för hur tätt delarna passar ihop. Stora luckor är svåra att fylla. Dessutom gillar metall att röra sig när den blir varm. Om du inte klämmer fast den ordentligt kommer din raka fog att vridas till en kringla.
Din metall är ren, fastspänd och redo att användas. Som avslutning ska vi besvara några vanliga frågor som nya svetsare alltid ställer.
Vanliga frågor och svar
Vilken led är starkast?
Det finns inte en enda starkaste led. Det beror på hur man drar i den. Men en korrekt svetsad Stötfog anses generellt vara den starkaste. När det görs rätt med full penetration får det de två delarna att fungera som en solid stålplåt.
Måste jag alltid fasa en Butt-fog?
Nej. Om metallen är tunn (som plåt) kan du lämna kanterna fyrkantiga. Men all metall som är tjockare än 1/8 tum behöver vanligtvis en fasning. Utan denna "V"-kanal kommer svetsen bara att sitta på ytan som ett plåster istället för att gräva sig djupt in.
Vilken är den enklaste leden för en nybörjare att lära sig?
Den Lap Joint. Eftersom den ena delen sitter ovanpå den andra skapas en naturlig hylla för att styra din brännare. Dessutom är den mycket förlåtande. Den extra tjockleken hindrar dig från att bränna hål genom ditt projekt medan du lär dig att kontrollera värmen.
Slutsats
Svetsfogar är som pusselbitar. När du väljer rätt bit och passar in den perfekt blir slutresultatet starkt och sömlöst.
Oavsett om du bygger ett enkelt bord eller reparerar en släpvagn ska du komma ihåg de gyllene reglerna: anpassa fogen till belastningen, rengör metallen tills den glänser och hoppa aldrig över förarbetet.
Men ibland är ett projekt för stort, för komplext eller kräver precision som en gör-det-själv-installation i garaget helt enkelt inte klarar av. Det är en enorm skillnad mellan att svetsa ett enda fäste i ett garage och att svetsa 500 enheter som alla måste vara identiska inom en millimeter.
Vid ShincoFabtillhandahåller vi professionella plåtbearbetningstjänster till kunder över hela världen. Mitt team fattar dagligen dessa kritiska beslut för att säkerställa den perfekta balansen mellan strukturell integritet och kostnadseffektivitet. Från laserskärning till exakt svetsmontering hanterar vi de komplexa geometriska kraven åt dig.
Nu när du har förstått grunderna kan du utvärdera ditt projekt. Om det är dags att bygga, gå ut och gör några gnistor./

