Är du trött på att spränga hål i tunn plåt med din MIG-svets? Jag har varit med om det. Jag tillbringade tre helger med att försöka laga en golvpanna på en Mustang från 65 och jagade genombränningar med min MIG-brännare tills jag ville skrika. Efter många års tillverkning av paneler lärde jag mig att det bästa verktyget ibland inte alls var en bågsvetsare - det var en punktsvetsare.
Men de flesta guiderna är som en lärobok i fysik. När jag köpte min första handhållna enhet brydde jag mig inte om "jouleuppvärmningsimplikationer"; jag ville bara veta varför min brytare utlöstes hela tiden och varför mina svetsar lossnade.
I den här guiden tar jag bort jargongen. Du får lära dig exakt hur punktsvetsning fungerar, hur det är att hålla i en maskin som väger 30 kg och det enkla "Peel Test" som garanterar att dina svetsar aldrig går sönder.
Vad är egentligen punktsvetsning?

Låt oss ta bort de tekniska läroboksdefinitionerna. Spot svetsning är precis vad det låter som: svetsa ihop två metallstycken på en enda, exakt punkt.
Det är utan tvekan det enklaste sättet att sammanfoga plåt. Du behöver inte en hjälm med mörkläggningsglas och du behöver definitivt inte flera års övning för att få det att sitta.
Ingen påfyllning, ingen gas, bara tryck
Om du någonsin har försökt dig på MIG- eller TIG-svetsning vet du hur svårt det är. Du måste köpa dyra tankar med skyddsgas, trådspolar och tillsatsmaterial. Det blir snabbt en hög kostnad.
Punktsvetsning innebär att allt detta försvinner.
- Ingen tråd: Du lägger inte till någon extra metall i fogen.
- Ingen gas: Du behöver inte avskärma svetsen från luften.
- Inga förbrukningsvaror: Bortsett från elektricitet "förbrukar" du ingenting.
Den fungerar helt och hållet på värme och tryck. Du använder helt enkelt elektricitet för att smälta samman de två befintliga plåtarna av ny metall. Detta gör det renare, billigare och mycket mindre krångel för en nybörjare att ställa upp i ett garage.
Konceptet "Nugget"
Så, hur sker bindningen egentligen?
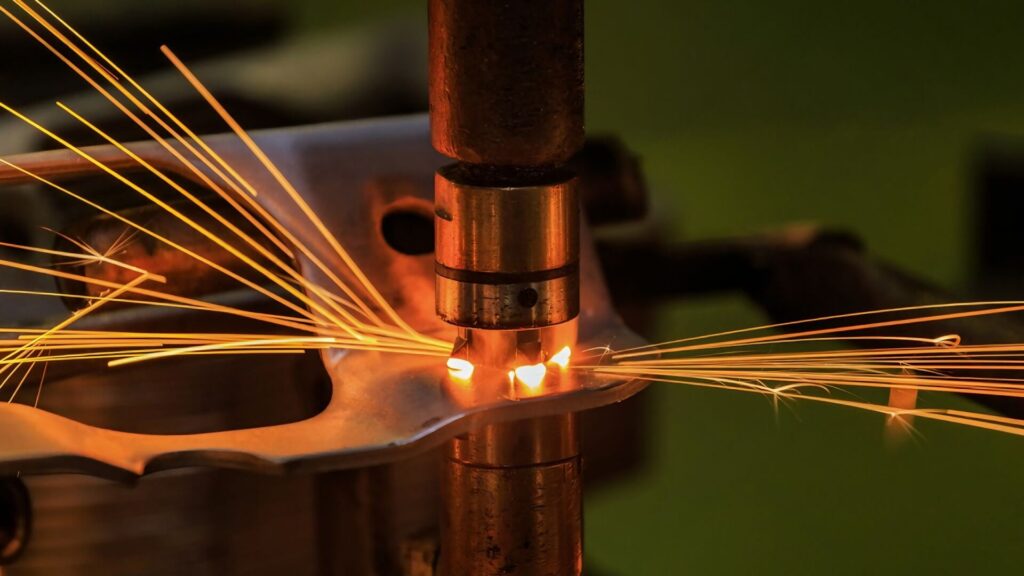
Tänk dig att du klämmer fast två metallplåtar mellan två kopparfingrar (elektroder). När du trycker på avtryckaren skjuts en kraftig elektrisk stöt från det ena fingret till det andra.
Eftersom metall motverkar flödet av elektricitet...blir det varmt. Extremt varmt.
Värmen smälter metallen precis i mitten där de två plåtarna rör vid varandra. Detta skapar en liten pöl av flytande stål mellan lagren. Vi kallar detta för "nugget."
När strömmen stannar kyls den där klumpen ner direkt. Vätskan förvandlas tillbaka till fast metall, och dina två separata plåtar är nu fysiskt sammansmälta till ett stycke vid den specifika punkten. Från utsidan kan du kanske bara se en liten grop, men insidan är låst.
Nu när du vet vad det är, låt oss titta på varför du faktiskt vill använda det.
För- och nackdelar med punktsvetsning
Är det här rätt verktyg för ditt specifika projekt? Det beror på vad det är. Punktsvetsning är en specialiserad färdighet, inte en magisk trollstav för varje reparation.
Fördelar (varför du bör använda det)
Det finns tre stora skäl till varför bilverkstäder och fabriker älskar den här processen.
- Hastighet: Den är otroligt snabb. En typisk svetsning tar mindre än en sekund. Du kan snabbt reparera en panel på en bråkdel av den tid det tar att MIG-svetsa den.
- Snygghet: Det finns ingen kladdig pärla att slipa ner. Metallen förblir plan. Om du gör karosseriarbeten innebär det mindre spackel och mindre slipning senare.
- Inga återkommande kostnader: Detta är den bästa delen för din plånbok. Inga trådspolar. Inga tankar med skyddsgas. När du väl har köpt maskinen går den i princip gratis.
Nackdelar
En punktsvets kan dock inte ersätta en standardsvets helt och hållet. Den har strikta fysiska begränsningar.
- Begränsade leder: Du är hänvisad till "varvfogar". Det innebär att metallplåtarna måste överlappa varandra plant mot varandra. Det fungerar inte för sammanfogning av rör, hörn eller tjocka konstruktionsbalkar.
- Problem med räckvidden: Du begränsas av längden på tången. Om du behöver svetsa mitt på en stor bilhuv kanske maskinens armar inte når tillräckligt djupt. Du är mest begränsad till att arbeta nära kanterna på metallplåtar.
Om fördelarna överväger nackdelarna för dig, är nästa steg att avgöra om dina material är kompatibla.
De bästa metallerna för punktsvetsning (och de som bör undvikas)
Alla metaller är inte lika bra. Vissa vill punktsvetsas, medan andra kommer att kämpa emot dig varje steg på vägen. Att känna till skillnaden kommer att spara dig mycket huvudvärk.
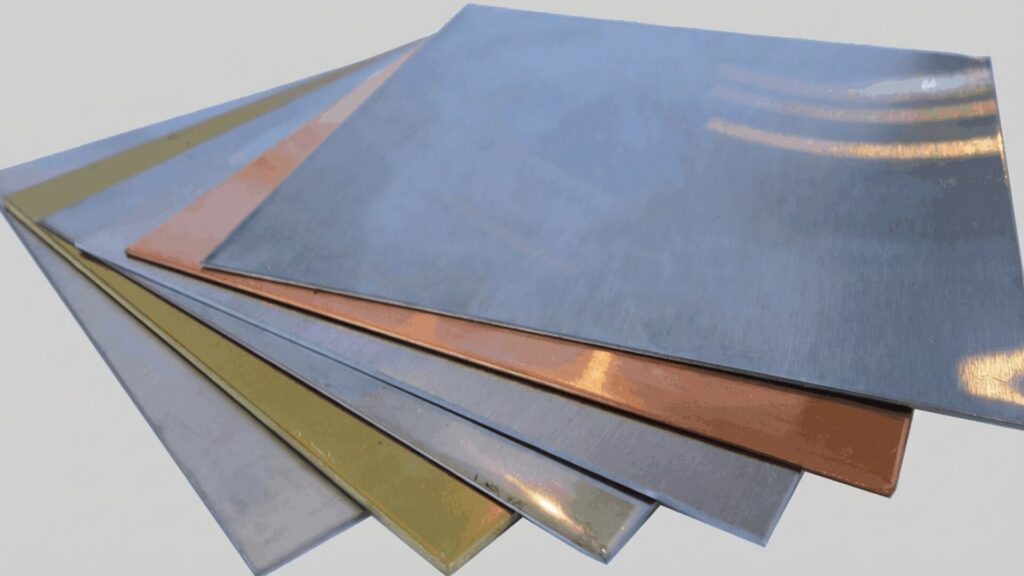
Stål med låg kolhalt (bäst för nybörjare)
Om du är nybörjare, börja här. Lågkolhaltigt stål (ofta kallat mjukt stål) är det enklaste materialet att lära sig på.
Den har den perfekta balansen av elektriskt motstånd. Den blir snabbt varm, smälter på ett förutsägbart sätt och har en stark säkring. Det är extremt förlåtande för nybörjarmisstag. Om din tajming är lite fel kommer mjukt stål vanligtvis fortfarande att hålla ihop.
Rostfritt stål
Rostfritt stål är fullt svetsbart, men det har en annan personlighet.
Det har högre elektriskt motstånd än mjukt stål. Det innebär att det värms upp mycket snabbare. Eftersom det blir så varmt så snabbt måste du vanligtvis minska dina inställningar. Använd mindre ström eller kortare svetstid. Om du behandlar det precis som vanligt stål kan du överhetta metallen och göra ditt projekt skevt.
Aluminium (hårdare än du tror)
Man kan tro att aluminium skulle vara lätt eftersom det är lätt. Det är faktiskt en mardröm för de flesta hemmasvetsare.
Aluminium leder elektricitet extremt bra - nästan lika bra som koppar. I stället för att motstå strömmen och skapa värme låter aluminium elektriciteten passera rakt igenom. För att få en "nugget" att bildas krävs en massiv kraftökning.
De flesta prisvärda handhållna enheter har helt enkelt inte tillräckligt med kraft för att klara av det. Du behöver i allmänhet dyr utrustning av industriell kvalitet för att punktsvetsa aluminium på ett tillförlitligt sätt.
Galvaniserat stål (Säkerhetsvarning)
Du måste vara försiktig här. Galvaniserat stål är vanligt stål som är belagt med zink för att förhindra rost.
När man värmer zink brinner det upp och bildar en vit rök. Den här röken är giftig. Att andas in den kan orsaka "feber på grund av metallrök", vilket känns som en fruktansvärd influensa.
Zinken fungerar också som ett lim på kopparelektroderna. Du kommer att höra ett tydligt "fräsande" och dina spetsar kommer att fastna i metallen. Om du måste svetsa detta ska du slipa bort zinken noggrant, använda ett andningsskydd av typen P100 och ha en fil till hands för att rengöra spetsarna efter några svetsningar.
Låt oss nu titta på den faktiska utrustningen som får detta att hända.
Den viktigaste utrustningen du behöver

Du behöver inte en skåpbil full med verktyg för att börja punktsvetsa. Själva maskinen är relativt enkel, men varje del spelar en specifik roll för att svetsen ska fästa.
Strömkälla (transformator)
Den tunga lådan i hjärtat av din svetsmaskin är en transformator. Dess uppgift är att förändra den elektricitet som kommer från vägguttaget.
Den tar högspänning och omvandlar den till hög ström.
Tänk på det som en högtryckstvätt jämfört med en brandslang. Du behöver inte högt tryck (spänning), du behöver en massiv vattenvolym (ampere). En punktsvetsare pumpar in tusentals ampere i metallen. Den kraftiga strömökningen orsakar den snabba uppvärmning som krävs för att smälta stål direkt.
Kopparelektroder
De "fingrar" som faktiskt rör vid din metall är alltid tillverkade av koppar. Du kanske undrar, varför inte stål?
Om spetsarna vore av stål skulle de smälta och svetsa sig fast i ditt projekt. Det skulle vara en katastrof.
Koppar är speciellt eftersom det är en fantastisk ledare. Den låter elektricitet flöda genom sig utan att generera särskilt mycket värme. Arbetsstycket av stål gör dock motstånd mot elektriciteten, vilket är det som skapar värmen. Kopparspetsarna hjälper faktiskt till att dra bort värmen från ytan, vilket säkerställer att smältningen sker inuti lakanen, inte på utsidan.
Tänger och hävarmar
Detta är operationens muskel. Tången är de långa armarna som håller elektroderna, och hävarmen flyttar dem.
Oavsett om du använder en handhållen spak eller en fotpedal på en större maskin ger dessa armar mekanisk hävstångseffekt. De gör att du kan applicera hundratals kilo klämkraft med bara en handtryckning. Det är denna kraft som håller metallen platt och strömmen fokuserad.
Att förstå de interna delarna är användbart, men vilken typ av maskin ska du egentligen köpa?
Handhållen vs. piedestal: Vilken maskin behöver du?
De flesta guider klumpar ihop alla punktsvetsar i en kategori, men det är förvirrande. Det är två mycket olika verktyg för två mycket olika jobb.
Du måste bestämma dig för om du ska ta svetsaren till arbetet eller arbetet till svetsaren.
Handhållen (tång)

Detta är standardvalet för gör-det-självare och bilverkstäder.
Det ser ut som en tung, överdimensionerad tång som är ansluten till en strömsladd. Du håller den fysiskt, lyfter den och klämmer fast den på ditt material. Dessa är extremt populära eftersom de är bärbar.
Om du ska laga en rostig stänkskärm på en klassisk bil kan du inte ställa hela bilen på en arbetsbänk. Du måste bära svetsmaskinen till bilen.
- Kostnad: Prisvärd. Du kan hitta anständiga startenheter för $150 till $300.
- Bäst för: Reparationer, stora föremål och hobbyister.
- Nackdel: De blir tunga snabbt. Att hålla en 30-kilos enhet i axelhöjd för att svetsa en dörrkarm känns som ett gymträningspass. Efter den tredje svetsningen börjar dina armar skaka, vilket kan förstöra din uppriktning.
- Proffstips: Se upp med förlängningssladden. En gång trodde jag att min svetsmaskin var trasig eftersom svetsarna var svaga. Det visade sig att jag hade använt en billig, tunn förlängningssladd. Dessa maskiner är strömhungriga; om du svälter dem med en lång, tunn sladd förlorar du den strömstyrka som behövs för att få svetsen att fastna. Koppla in direkt i väggen om du kan.
Piedestal (stationär)

Det här är den stora riggen. Den står på golvet eller sitter fastbultad i en tung bänk.
Du håller inte i svetsapparaten. Istället håller du i metalldelen och för den mellan elektroderna. Du styr klämkraften med en fotpedal, vilket gör att du har båda händerna fria för att rikta in metallen.
- Kostnad: Dyra. Det här är industriella maskiner.
- Bäst för: Produktionsarbete. Om du ska bygga 500 små metallfästen är det här det enda sättet att gå.
- Nackdel: Du kan inte flytta den. Du måste föra varje enskild del till maskinen.
Oavsett vilken maskin du väljer är den praktiskt taget en brevpress om du hoppar över det viktigaste steget i hela processen: rengöring.
Viktig förberedelse av ytan
De flesta nybörjare skyller på maskinen när deras svetsar misslyckas. Men 90% av gångerna är det inte svetsmaskinen som är problemet. Det är smutsen på metallen.
Punktsvetsning fungerar helt och hållet med hjälp av elektriskt motstånd. För att motståndet ska generera värme måste elektriciteten först ta sig in i metallen.
Rost, färg och glödskal (den mörka beläggningen på nytt stål) fungerar som en gummivägg. De är isolatorer. De stoppar strömflödet helt och hållet.
Om du försöker svetsa över färg eller rost kommer en av två saker att hända:
- Ingenting: Maskinen brummar, men ingen ström flyter eftersom kretsen är bruten.
- "Pop": Strömmen kämpar sig fram genom en liten glipa. I stället för ett mjukt surrande hörs ett högt "knack" som ett pistolskott. Metallen exploderar i princip vid kontaktpunkten och du får ett taggigt hål och smält stänk på skjortan.
Det här är inte som elektrod- eller fluxkärnsvetsning. De metoderna är aggressiva; de kan bränna rakt igenom ett rostlager och fortfarande hålla. Punktsvetsning är inte lika förlåtande. Den kräver perfekt kontakt.
Innan du spänner fast dig, ta en slipmaskin eller ett sandpapper till dina ark. Ta bort varje fläck av olja, rost eller beläggning. Metallen måste se ut som en spegel. Om den inte är blank och skinande är den inte redo att svetsas.
Nu när din metall är förberedd och din maskin är inställd är du redo att börja limma ihop metall.
Hur processen fungerar (steg för steg)

Punktsvetscykeln är snabb. I en automatiserad bilfabrik sker det snabbare än du hinner blinka. Men även om du gör det manuellt i ditt garage är fysiken exakt densamma.
Den delas upp i fyra olika faser.
1. Tid för pressning
Innan du någonsin trycker på strömbrytaren måste du klämma fast dig.
Kopparelektroderna (tängerna) stängs fast på metallplåtarna. I detta skede finns det ingen elektricitet flödar. Du applicerar bara rå mekanisk kraft.
Detta tryck är livsviktigt. Det tvingar de två metallplåtarna tätt samman och stänger eventuella mellanrum. Om du försöker köra ström innan trycket är inställt kommer elektriciteten att slå över, gnistorna kommer att flyga och du kommer att bränna ett hål rakt igenom ditt projekt.
2. Svetstid
Det här är huvudnumret.
När trycket är stabilt skickar maskinen en hög elektrisk ström genom spetsarna. Detta varar vanligtvis i en bråkdel av en sekund.
Eftersom metallplåtarna motstår elflödet byggs värme upp direkt vid beröringspunkten. Den dolda "nuggeten" smälter till en flytande pool. Kopparspetsarna förblir svala, men stålet mellan dem når smältpunkten.
3. Hålltid
Det här är det steg som de flesta nybörjare glömmer.
Efter att den elektriska strömmen har upphört, Du måste fortsätta pressa.
Svetsfogen är fortfarande flytande varm. Om du släpper på trycket nu kommer fogen att öppna sig och gå sönder. Genom att hålla kvar trycket i en extra sekund låter du klumpen svalna och stelna. Trycket fungerar som en klämma medan "limmet" torkar.
4. Frigöring
Nu kan du släppa taget.
Metallen har svalnat tillräckligt för att behålla sin form. Du öppnar tången, släpper på trycket och flyttar arbetsstycket till nästa plats.
Du har slutfört stegen - men hur vet du om svetsen verkligen höll? Du måste testa den.
Hur man vet att din svets är stark (Peel Test)

De flesta branschguider säger att du ska inspektera dina svetsar med "ultraljudstestning" eller röntgenutrustning. Det är ett värdelöst råd för en gör-det-självare. Du har inte en röntgenmaskin på din uppfart.
Så hur litar man på en svets man inte kan se? Man måste förstöra den.
Detta kallas för Peel-test. Det är det absolut bästa sättet att ringa in dina maskininställningar innan du rör vid ditt faktiska projekt.
Så här gör du
- Ta två bitar av metallskrot. Se till att de har samma tjocklek som det projekt du ska bygga.
- Svetsa ihop dem med en enda punkt.
- Nu ska du slita isär dem. Sätt den ena delen i ett skruvstäd, ta tag i den andra med en tång och skala av den som ett bananskal.
Läsa resultaten
Om de två plåtarna går isär rent vid skarven har du misslyckats. Det är en "kallsvetsning". Det betyder att metallen inte smälte samman och att du behöver mer kraft eller hålltid.
Du vet att du har en perfekt svets när metallen faktiskt går sönder.
En bra nugget är starkare än plåten som omger den. När du drar isär plåtarna ska svetsen inte gå sönder. Istället ska stålet rivas sönder. Du vill se ett hål slitet ur en plåt och en "metallknapp" som sitter fast i den andra.
Om du inte fick till "knappen", eller om svetsen gick sönder direkt, oroa dig inte. Här är hur du fixar det.
Vanliga nybörjarmisstag
Varje nybörjare förstör några metallbitar. Det är en del av inlärningskurvan. Om dina första svetsar misslyckas, bli inte panikslagen. Här är vanligtvis vad som gick fel.
Svaga eller "kalla" svetsar
Det här är det vanligaste problemet. Svetsen ser bra ut från utsidan, men plåtarna dras isär nästan utan ansträngning. Vanligtvis hade du inte tillräckligt med startkraft. Inställningen var för låg för att smälta nuggeten.
Förvånansvärt nog kan problemet också för högt tryck. Det låter bakvänt, men om du pressar för hårt sänker du det elektriska motståndet. Lägre motstånd innebär mindre värme. Om du verkligen trycker hårt med tången och får svaga svetsar kan du försöka minska trycket något.
Blåsning av hål i metallen
Det här är det motsatta problemet. Du trycker på avtryckaren, hör ett högt POPoch ser ett hål där metall brukade vara.
Du lagade den.
Du höll troligen avtryckaren intryckt för länge. Metallen blev så varm att den bara droppade iväg. Det kan också hända om dina elektroder är felriktade eller sitter precis på kanten av plåten. Strömmen koncentreras på kanten och blåser ut den.
"Edge Blowout"
När du lappar en panel är det frestande att lägga en svets precis på kanten av skarven. Men gör inte det.
Jag har förstört fina stänkskärmar på det här sättet. Om elektroden är för nära kanten (mindre än svetsfogens diameter) har den flytande metallen ingenstans att ta vägen. Den kommer att spruta ut på sidan som en gelédonut och lämna en rörig skåra som du måste fylla igen senare. Lämna alltid minst 1/4 tum metall runt svetsstället.
För mycket splatter
Punktsvetsning ska vara ganska ren. Om det låter som en smällare och slår gnistor över garaget är det något som är fel.
Kontrollera dina ytor. Rost, färg och olja är fiender till en bra svets. De får elektriciteten att bilda en våldsam ljusbåge.
Kontrollera också om det finns luckor. Om de två plåtarna inte ligger helt plant mot varandra måste elektriciteten "hoppa" över luftspalten. Det hoppet orsakar en explosion av smält metall.
Vanliga frågor och svar
Behöver jag en svetshjälm för punktsvetsning?
Nej, det gör jag inte. Till skillnad från MIG- och TIG-svetsning ger punktsvetsning inte upphov till en bländande UV-ljusbåge som bränner ögonen (s.k. flash burn). Däremot skjuts det heta gnistor. Du behöver inte en mörkläggande hjälm, men du måste absolut bära klart Skyddsglasögon och kraftiga läderhandskar.
Hur tjock metall kan jag svetsa?
Detta beror på din maskin, men handhållna enheter har begränsningar. En vanlig 110V eller 220V handhållen punktsvetsare kan vanligtvis hantera två ark Stål i storlekarna 16 till 20 (ca 1/8 tum kombinerad tjocklek). Om du försöker svetsa tjocka stålbalkar kommer du inte att få tillräckligt med värme för att bilda en nugget.
Kan jag punktsvetsa utan att rengöra metallen?
Nej, det gör jag inte. Detta är den främsta anledningen till att nybörjare misslyckas. Elektricitet kan inte flöda genom rost, färg eller glödskal. Om du inte slipar ner metallen till blankt, skinande stål kommer maskinen att spruta, smälla eller helt enkelt inte göra någonting alls.
Är punktsvetsning tillräckligt stark för strukturella reparationer?
I en fabrik, ja - bilar hålls samman av tusentals punktsvetsar. Men för en gör-det-självare med en handhållen enhet? Var försiktig. Den är perfekt för karosspaneler, batteriflikar och plåtskinn. För tunga lastbärande ramar eller rullburar bör du använda MIG- eller TIG-svetsning för maximal penetration och säkerhet.
Varför blir mina tips svarta?
Detta beror vanligtvis på föroreningar. Om du svetsar på smutsig metall eller galvaniserat (zinkbelagt) stål kommer ett lager av smuts att byggas upp på dina kopparspetsar. Detta förstör deras ledningsförmåga. Du måste rengöra dina spetsar regelbundet med en fil eller sandpapper för att hålla kopparn blank och ledande.
Slutsats
Oavsett om du restaurerar en klassisk Mustang eller bygger ett anpassat batterihus, kom ihåg att framgångsrik punktsvetsning är 80% förberedelser och 20% att trycka på avtryckaren. Låt inte de första hålen avskräcka dig. När du väl behärskar rytmen med ren metall, korrekt inriktning och stadigt tryck kommer du att tycka att det är ett av de mest tillfredsställande verktygen i din verkstad.
Det finns dock en fysisk gräns för vad du kan åstadkomma med en handhållen enhet. Som vi redan nämnt är manuell punktsvetsning perfekt för reparationer och prototyper, men det går inte att skala upp. Om du tittar på din design och inser att du behöver tillverka 500 eller 5 000 identiska delar kommer din arm - och din brytarbox - sannolikt att ge upp innan jobbet är klart.
När ett projekt växer ur garaget och kräver industriell precision, är det då professionell tillverkning tar över. På ShincoFabI Dongguan i Kina, som är ett nav för tillverkning, hjälper vi globala kunder som behöver gå från prototyp till massproduktion. Vi använder den typ av automatiserade, stationära svetssystem med hög amperetid som säkerställer att varje enskild fog klarar stresstestet - så att du inte behöver ta isär dem själv.
För tillfället är det bara att ta fram kvarnen, rengöra arken och börja öva. Men när du är redo att omvandla ett enstaka projekt till en full produktionskörning finns vi här för att hantera de tunga lyften.

