Jag har granskat tusentals tekniska ritningar under min tid inom tillverkningsindustrin. Jag har sett enkla kantfel som oavsiktligt fördubblar kostnaden för ett projekt, och jag har sett förment perfekta konstruktioner spricka under press på grund av att fel ytbehandling använts.
Du behöver inte en geometriföreläsning. Du behöver bara veta vilken kant du ska välja för din specifika del.
I den här guiden kommer jag att gå igenom de verkliga skillnaderna mellan filéer och fasningar. Du kommer att lära dig exakt hur du sparar pengar på maskinbearbetning, förhindrar att dina 3D-utskrifter misslyckas och hindrar dina delar från att rosta. Låt oss komma till saken.
Vad är en avfasning?

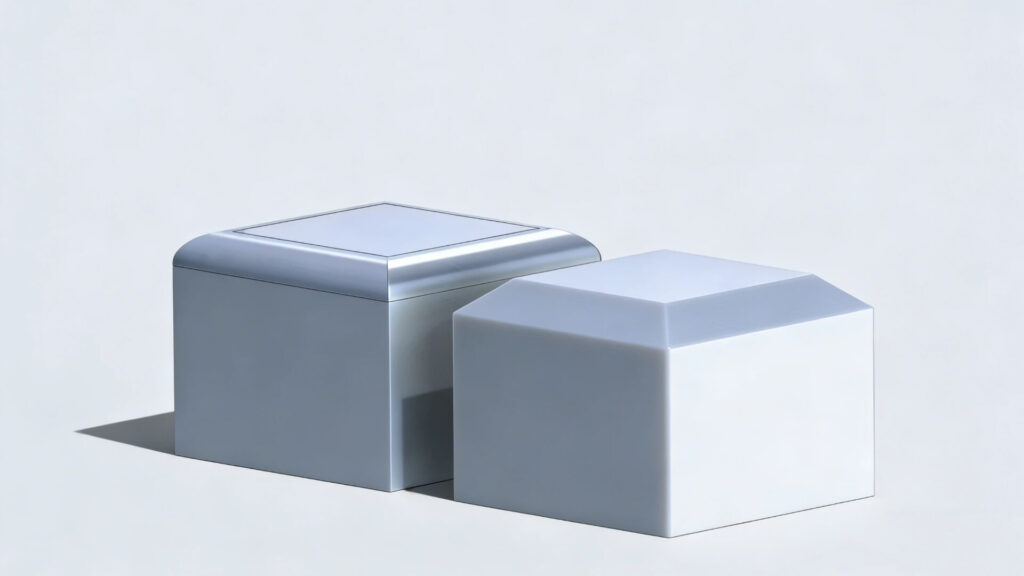
Tänk på en avfasning som ett avhugget hörn. I stället för en skarp 90-graders kant skär du materialet platt för att skapa en lutning. Det ser rent, modernt och industriellt ut.
Utmärkande egenskaper
Den viktigaste egenskapen hos en avfasning är att den är platt. Den kröker sig inte.
De flesta maskiner kapar avfasningar i 45 graders vinkel. Detta är standardutförandet eftersom den vassa spetsen då avlägsnas jämnt från båda sidor av hörnet.
De viktigaste fördelarna
Varför älskar maskinister avfasningar? För att de är enkla och billiga.
- Snabb maskinbearbetning: Att göra en avfasning tar vanligtvis en enda gång med ett verktyg. Det är ett snabbt arbete, vilket håller kostnaderna nere.
- Enkel montering: Har du någonsin kämpat med att tvinga in en bult i ett trångt hål? En avfasning fungerar som en tratt. Den styr bulten (eller den passande delen) rätt på plats utan att fastna.
- Deburring: Nyskuren metall fungerar som ett rakblad. Detta gäller särskilt för detaljer som kommer direkt från våra laserskärare. I vår verkstad har vi sett operatörer skära sig igenom kraftiga handskar bara genom att hantera råa delar som hoppat över avfasningssteget. En snabb mekanisk avfasning tar bort de vassa graderna. Det handlar inte bara om design. Det handlar om att hålla monteringsteamet säkert och undvika blod på slutprodukten
När ska du använda den?
Du bör hålla dig till avfasningar om ditt huvudmål är hastighet eller montering. Använd dem till:
- Bulthål: För att skruvarna ska glida in lättare.
- Massproduktion: Om du tillverkar 10.000 detaljer blir den tid som sparas in på fasningen mycket pengar.
- Inre delar: Om detaljen är gömd i en maskin och ingen ser den ska du använda en avfasning. Det fungerar perfekt och kostar mindre.
Fasfräsar är bra för att spara tid, men de är inte perfekta för allt. Om din detalj måste hålla för mycket vikt eller se "mjuk" ut vid beröring, behöver du en annan metod.
Vad är en filé?

Om en avfasning är ett hack, är en filé en blandning. Den skapar en jämn, kontinuerlig kurva mellan två ytor. Det finns inga vassa punkter här.
Utmärkande egenskaper
Den definierande egenskapen hos en filé är radie. Det är inte en vinkel, det är en båge.
På ett innerhörn skapar en fillet en böjd ramp (konkav). På en ytterkant rundar den av hörnet helt (konvex), så att det ser ut som kanten på ett telefonskal. Storleken på denna kurva bestäms av den radie du väljer i din design.
De viktigaste fördelarna
Filéer är ingenjörsvärldens tunga lyftare. De löser strukturella problem som avfasningar helt enkelt inte kan lösa.
- Stoppar sprickor (stressreducering): Skarpa innerhörn är svaga punkter. Detta är ett fenomen som inom maskintekniken kallas spänningskoncentration. Spänningar samlas vid den vassa punkten och gör att delar går sönder. En avfasning sprider ut spänningen över ett större område, vilket gör detaljen mycket starkare.
- Säkrare att hålla: Ingen vill ta i ett vasst metallhandtag. Filéer jämnar ut kanterna så att de känns ergonomiska och säkra i handen.
- Bättre flöde: Om du konstruerar rör eller formar för flytande plast orsakar skarpa svängar turbulens. Filéer gör att luft, vatten eller olja kan flöda smidigt runt hörn.
När ska du använda den?
Filéer är vanligtvis nödvändiga för de mest kritiska delarna av ditt projekt. Du bör använda dem till:
- Lastbärande delar: Om delen håller hög vikt, som ett motorkonsol eller ett hyllstöd, behöver du filéer för att förhindra att den knäcks.
- Handtag och verktyg: Allt som en mänsklig hand rör vid ofta bör filéas för bekvämlighetens skull.
- Premiumprodukter: Rundade kanter ser färdiga och dyra ut. Äppelprodukter är till exempel täckta av filéer.
Filéer gör dina delar starkare och vackrare, men det finns en hake. Att skapa de perfekta kurvorna kräver ofta mer ansträngning än ett enkelt platt snitt. Låt oss titta på hur det påverkar din plånbok.
Jämförelse av kostnad, styrka och hastighet
Du vet hur de ser ut. Nu ska vi tala om hur de påverkar din budget och din komponents livslängd.
Kostnad och bearbetningstid
Om du har en snäv budget kan avfasning är vinnaren.
Maskinoperatörer kan skära en avfasning i en enda arbetsgång med hjälp av ett standardverktyg. Det tar bara några sekunder. Det är snabbt, aggressivt och billigt.
Filéer kräver mycket underhåll. För att få till den perfekta kurvan måste en CNC-maskin ofta göra många små passeringar för att jämna ut kanten. Eller så krävs det ett specialverktyg som kallas kulfräs.
- Avfasning: Ett snabbt svep.
- Filé: Långsam, försiktig snidning.
- Resultat: Filéer kostar vanligtvis mer maskintid, vilket innebär att de kostar dig mer pengar.
Delars hållfasthet och hållbarhet
Om din detalj måste hålla en tung belastning, kan filé tar kronan.
Tänk dig att du böjer en pinne. Den knäcks alltid på den svagaste punkten. På en metalldel samlas spänningar i vassa innerhörn. Även om en avfasning är vinklad har den kanter där vinkeln börjar och slutar. Dessa punkter kan spricka under tung vikt eller vibrationer.
En filé löser detta. Den rundade formen sprider ut påfrestningen över ett större område. Det eliminerar den svaga punkten nästan helt och hållet. Om du bygger ett fäste för en motor eller en kran ska du använda en fillet.
Regeln om vertikala väggar och dolda kostnader
De flesta guider på nätet kommer att säga att filéer alltid är dyra. Det är en farlig generalisering.
Det verkliga priset beror på kantriktningen. Du måste tänka på formen på skärverktyget. Det är en rund, snurrande cylinder.
- Vertikala hörn (väggarna): När ett runt verktyg skär in i ett hörn lämnar det naturligtvis en rundad form. Maskinen kan bokstavligen inte skära ett skarpt, fyrkantigt hörn inuti en ficka. Därför är en vertikal filé effektivt fri. Du låter bara verktyget göra sitt jobb.
- Horisontella kanter (golvet): Det är här kostnaden exploderar. Ett standardverktyg har en platt botten. Det skär en skarp 90-graders vinkel där väggen möter golvet.
För att få en rundad avfasning på den nedre kanten måste maskinisten stoppa allt. De måste byta till en specialiserad kulfräs. Sedan måste det verktyget långsamt spåra kanten och göra små passeringar för att skära ut kurvan. Det tredubblar bearbetningstiden.
Lektionen: Om du vill ha en billig, snygg del, lägg in filéer på dina vertikala väggar, men håll dina golvkanter skarpa.
Nu när vi har gått igenom skärning av metall ska vi titta på en tillverkningsmetod där tyngdlagen fungerar på ett helt annat sätt.
3D-utskrift: Varför avfasningar ofta slår filéer
De flesta designguider fokuserar bara på skärning av metall. Men om du 3D-printar dina delar ändras reglerna helt och hållet.
Du skär inte bara bort material, du kämpar mot tyngdkraften.
Problemet med överhäng
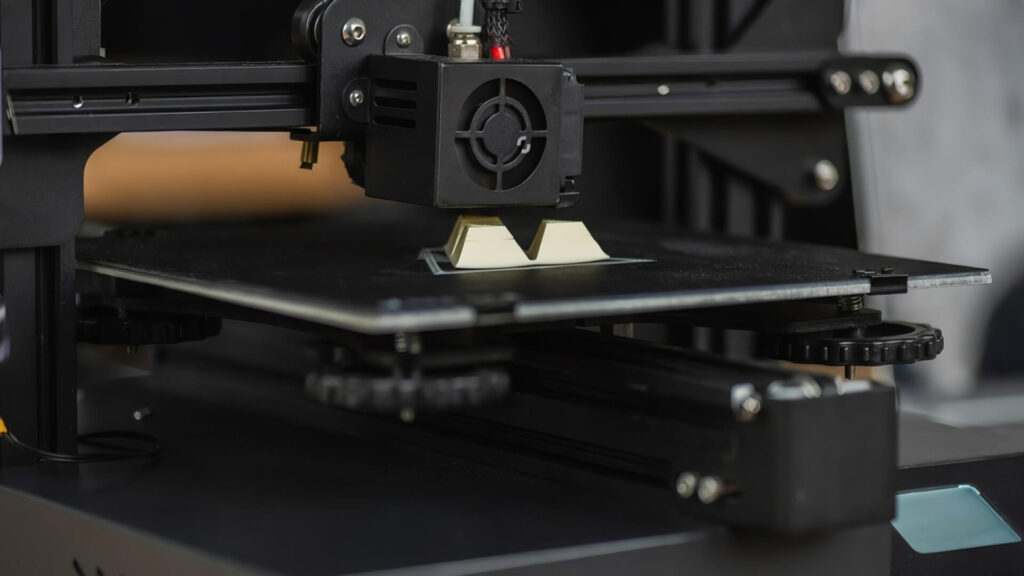
3D-skrivare bygger delar lager för lager, nerifrån och upp. De kan inte skriva ut på tunn luft. Om en kant sticker ut för långt utan stöd undertill hänger den varma plasten.
Lösningen: Avfasningar
En 45-gradig avfasning är den magiska vinkeln för 3D-utskrift.
Det fungerar som en stabil trappa. Varje nytt lager använder lagret under det som stöd. Du kan skriva ut en avfasning perfekt utan att behöva något rörigt "stödmaterial" för att stötta upp den. Den ser skarp och ren ut när den kommer ut från skrivaren.
Varför filéer misslyckas
Filéer är rundade. Det betyder att botten på kurvan börjar horisontellt - nästan platt mot luften.
När skrivaren försöker lägga de första lagren av kurvan finns det inget under som håller dem. Plasten krullar upp och sjunker. Botten på din vackra rundade kant slutar se ut som rörig spaghetti.
Designtips: Om kanten är vänd nedåt mot skrivarbädden ska du alltid använda en avfasning.
På tal om att hålla dina delar snygga, låt oss titta på en sista dold faktor: rost.
Skyddande ytbehandlingar: Varför lackerare föredrar filéer
Om du planerar att måla, pulverlackera eller anodisera dina delar spelar den kant du väljer större roll än du tror. Det handlar inte bara om att få det att se snyggt ut. Det handlar om att stoppa rost.
Flytande beläggningar hatar vassa hörn.
Detta är ett fenomen som kallas kantblödning. När våt färg eller pulver träffar en skarp topp (som spetsen på en avfasning eller en skarp 90-graders fyrkant) drar ytspänningen vätskan bort från kanten. Den drar sig tillbaka.
- Problemet: Detta gör att beläggningen blir extremt tunn - ibland mikroskopisk - precis vid den vassaste punkten.
- Konsekvensen: Det är i denna svaga punkt som fukt tränger in. Vår övervakare av pulverlackeringslinjen hänvisar till denna specifika defekt som ramfel. En gång var vi tvungna att kassera ett parti på 200 utomhusskåp eftersom konstruktören insisterade på knivskarpa avfasade kanter. Efter bara 48 timmar i en kammare med ASTM B117 saltspraytestbörjade rosten krypa in precis där den vassa kanten tunnat ut lacken.
Filéer är lösningen.
Eftersom en filé är en jämn kurva drar färgen inte iväg. Den lägger sig kontinuerligt och jämnt runt böjen. Du får en jämn tjocklek som förseglar metallen helt och hållet.
Om din del ska stå ute i regn eller snö ska du använda filéer. De förlänger livslängden på ditt lackeringsjobb avsevärt.
Vi har täckt en hel del teknisk mark. Låt oss koka ner allt detta till ett enkelt fuskblad så att du kan fatta ett beslut just nu.
Beslutsfuskark: Vilken behöver du?
Vi har gått igenom fysiken, kostnaderna och tillverkningens egenheter. Men ibland behöver man bara ett snabbt svar.
Här är uppdelningen i en överblick.
Snabb jämförelsetabell
| Scenario | Välj avfasning | Välj filé |
|---|---|---|
| Budget och hastighet | ✅ Bästa valet. Snabb bearbetning i en enda arbetsgång håller kostnaderna nere. | ❌ Långsammare. Kräver ofta flera passeringar eller speciella kulspetsverktyg. |
| Tunga laster | ❌ Hög spänningskoncentration i hörn; risk för sprickbildning. | ✅ Bästa valet. Fördelar påfrestningarna jämnt och förhindrar strukturella brott. |
| Montering (bultar) | ✅ Fungerar som en perfekt styrtratt för att föra in skruvar. | ➖ Ingen specifik mekanisk fördel vid isättning. |
| Mänsklig beröring | ➖ Kan kännas "industriell" eller skarp om den inte är perfekt avgradad. | ✅ Bästa valet. Smidig, ergonomisk och känns högklassig/säker. |
| Pulverlackering | ❌ Hög risk. Vassa kanter gör att färgen tunnas ut (kantblödning) och rostar. | ✅ Bästa valet. Lackeringen är kontinuerlig och ger en rostfri tätning. |
| 3D-utskrift | ✅ Säkert. 45°-vinklar är självbärande och ger ett rent tryck. | ❌ Risk. Överhäng kan hänga eller hänga utan stödmaterial. |
| CNC Vertikala väggar | ❌ Omöjligt att skära vassa hörn med runda roterande verktyg. | ✅ Gratis. Naturligt skapad av den runda formen på CNC-ändfräsen. |
⚠️ Plåtundantaget (måste läsas)
Ur ett plåttillverkningsperspektiv är filéer inte ett val - de är en nödvändighet vid bockning.
Jag vet inte hur många ritningar som landar på mitt skrivbord med krav på en perfekt skarp 90-graders invändig böjning. Det är fysiskt omöjligt utan att materialet spricker.
I vår fabrik har varje kantpressverktyg en naturlig radie (vanligtvis en liten avrundning). Om du anger ett skarpt hörn i din CAD-fil, men vårt verktyg lägger till en 1 mm avrundning, blir din måttnoggrannhet lidande. Genom att designa med denna naturliga avrundning i åtanke sparar vi timmar av e-postmeddelanden fram och tillbaka för att korrigera ditt plana mönster.
Vanliga frågor och svar
Kan jag använda båda på samma del?
Ja, absolut. Det är faktiskt smart design att blanda dem.
De flesta professionella delar använder en kombination. Använd avfasningar på de vertikala innerhörnen för att göra detaljen stark. Använd sedan avfasningar på bulthålen och ytterkanterna för att spara pengar. Du får styrkan där du behöver den och besparingarna där du inte behöver den.
Krävs en 45-graders vinkel för avfasningar?
Inte tekniskt sett, men du bör i allmänhet hålla dig till det.
45 grader är branschstandard. De flesta skärverktyg och borrkronor som finns i hyllan är förtillverkade med exakt denna vinkel. Om du ber om en specifik 33-graders vinkel kan maskinisten behöva köpa ett specialverktyg eller luta detaljen på ett komplicerat sätt. Det utlöser extra avgifter.
Varför tar min maskinverkstad extra betalt för filéer?
Det handlar om tid.
Ett avfasningsverktyg skär kanten i en snabb, aggressiv rörelse. För att göra en jämn avfasning (särskilt på golvkanter) måste maskinen ofta göra många små, långsamma överfarter med ett speciellt "kulformat" verktyg för att jämna ut kurvan. I maskinbearbetningsvärlden är tid pengar.
Slutsats
I slutändan är valet mellan en avfasning och en fasning inte bara en geometrilektion; det avgör din produkts livscykel. En avfasning kan spara några cent i bearbetningstid, men en avrundning kan spara tusentals garantianspråk genom att förhindra rost eller spänningsfrakturer.
Det är det perspektiv vi har varje dag här på ShincoFab. Som en Kina-baserad fabrik som stöder tillverkningsprojekt över hela världen granskar vi tusentals CAD-filer varje år. Vi ser ofta konstruktioner som ser perfekta ut i programvaran men som skulle misslyckas på fabriksgolvet. Vårt mål är inte bara att skära det du skickar till oss, utan att flagga för dessa små detaljer - som att föreslå en naturlig radie för en kantpressad del - innan metallen någonsin når maskinen.
Oavsett om du tar fram en prototyp för ett enda fäste eller om du skalar upp för massproduktion, kom ihåg: den bästa kanten är den som balanserar kostnad och funktion. Om du någonsin är osäker, prata med din tillverkare innan du färdigställer din design.

