ABS 3D-utskriftstjänst
ShincoFab tillverkar höghållfasta komponenter av akrylnitril-butadienstyren (ABS) med Stratasys Fortus-system med sluten kammare. Uppnå repeterbara toleranser på ±0,005” (0,127 mm) med optimerad skiktadhesion i Z-axeln. 100% äkta ABS, inte billiga blandningar. AS9100 & ISO 9001-certifierad.
Industriella kammare kontra stationära sängar
Om du någonsin har fått en 3D-utskriven ABS-del som är böjd i hörnen eller delad längs skiktlinjerna, har den troligen tillverkats på en stationär maskin med en uppvärmd bädd. ABS har en hög termisk expansionskoefficient. När de nedre lagren värms upp medan de övre lagren snabbt kyls ned till rumstemperatur uppstår ojämn krympning. Vad blir resultatet? Vridning, dimensionsfel och svag skiktbindning.
Vid ShincoFab, vår FDM ABS-utskrift processen eliminerar detta grundläggande fel.
Alla våra ABS-delar tillverkas på Stratasys Fortus- och F900-system utrustade med helt slutna, aktivt uppvärmda byggkammare.
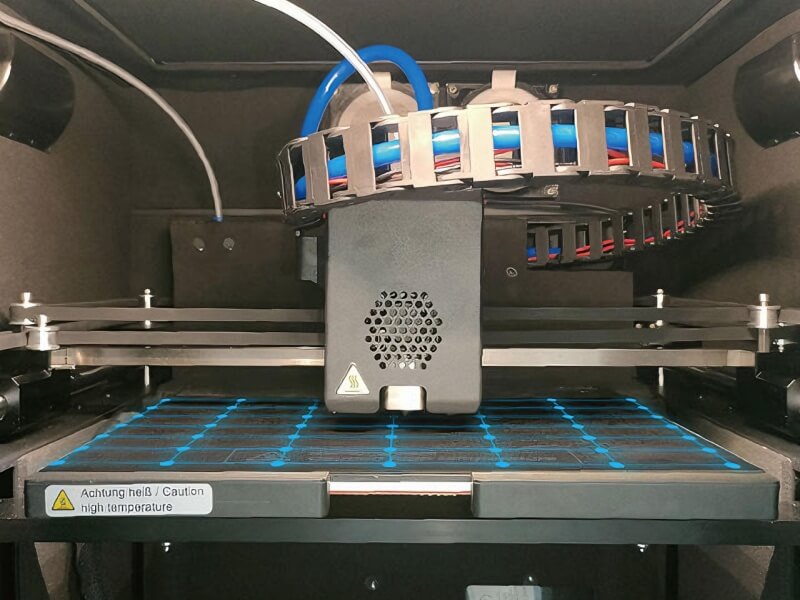
Konstant 90°C Byggmiljö
Genom att hålla hela byggytan vid ca 90°C (strax under glasövergångstemperaturen för ABS) eliminerar vi inre restspänningar. Detta förhindrar curling, även på stora, platta geometrier.

Maximerad styrka i Z-axeln
Enhetlig värmekontroll förhindrar snabb kylning. Detta gör att polymerkedjorna kan trassla ihop sig ordentligt över extruderingslinjerna, vilket drastiskt förbättrar vidhäftningen av skikt i Z-axeln och förhindrar delaminering under mekanisk belastning.

Förutsägbar dimensionell noggrannhet
Kontrollerad kylning från det första lagret till det översta lagret säkerställer att dina delar håller ±0,005” (0,127 mm) tolerans konsekvent, oavsett detaljens höjd eller volym.
Verklig termoplastisk ABS vs. ABS-liknande hartser
Många leverantörer vilseleder kunderna genom att erbjuda ABS-liknande SLA-harts 3D-utskriftsmaterial när äkta ABS efterfrågas. Även om SLA-delar ser släta ut försämras de under UV-ljus och blir spröda med tiden. Vi spelar inte ordspel. Vi använder 100% äkta, produktionsklassad ABS-filament. Våra delar kan tappas, borras, slipas, jämnas ut kemiskt och utsättas för mekaniska tester i verkligheten utan att splittras.
När du anger ABS får du faktiska termoplastisk polymer konstruerade för dina exakta funktionella krav.
Matris för materialval
| Materialkvalitet | Draghållfasthet | Viktiga egenskaper | Idealiska industriella tillämpningar |
|---|---|---|---|
| Standard ABS (M30) | 36 MPa (5.200 psi) | Hög slagtålighet. Balans mellan styrka, seghet och hållbarhet. | Funktionella prototyper, komponenter med snäppfäste, testning av konsumentvaror. |
| ABS-ESD7 | 35 MPa (5.000 psi) | Statiskt avledande (ytmotstånd: 10⁴ - 10⁹ ohm). Förhindrar statisk uppbyggnad. | Elektroniska kapslingar, fixturer för PCB-montering, jiggar för automatiserad hantering. |
| ABS-M30i | 36 MPa (5.200 psi) | Biokompatibel och steriliserbar (Gamma eller EtO). Uppfyller ISO 10993 USP klass VI. | Kirurgiska borrguider, prototyptillverkning av medicintekniska produkter, läkemedelsförpackningar. |
| ABS-CF10 | 43 MPa (6 200 psi) | Fylld med 10%-hackad kolfiber. 50% större styvhet än standard ABS. | End-Of-Arm Tooling (EOAT), tillverkningshjälpmedel, högbelastningsfästen. |
Materialdata för produktionsklassad ABS
Siffrorna har betydelse. Uppgifterna nedan representerar standard Stratasys ABS-M30 som tryckts på industriella Fortus-system. Det här är inte teoretiska laboratorieresultat från formsprutade prover; det här är verkliga, tryckta mätvärden som du kan lita på för att producera funktionella ABS-delar och prototyper med hög hållbarhet.
Tekniska specifikationer Tabell
| Egenskap (ASTM-standard) | Korrigerat värde (metriskt / imperialistiskt) | Varför det är viktigt för din applikation |
|---|---|---|
| Draghållfasthet, sträckgräns (D638) | ~28-31 MPa (4 100-4 500 psi), beroende på riktning | Bestämmer den belastning som en del kan bära innan den deformeras permanent; viktigt för snäppfästen, clips och belastade fästen. |
| Draghållfasthetsmodul (D638) | ~2.400 MPa (348.000-350.000 psi) | Mäter styvhet; användbar för strukturella fästen, jiggar och fixturer under kontinuerlig belastning. |
| Värmeavböjningstemperatur (HDT) @ 66 psi (D648) | 96°C (204°F) | Indikerar hur väl detaljen håller formen under värme i servicemiljöer. |
| Slaghållfasthet, Izod-notchad (D256) | ~139 J/m (2,6 ft-lb/in) | Visar motståndskraft mot plötsliga stötar vid spänningskoncentratorer som hörn, slitsar och skåror. |
Verklighetskontroll av teknik
FDM ABS Anisotropi
Liksom alla FDM-processer uppvisar våra ABS-delar anisotropi (riktningsegenskaper). Medan vi optimerar skiktadhesionen med uppvärmda kammare, Z-axelns draghållfasthet är typiskt ~70% av X-Y-hållfastheten.
Hur vi minskar denna risk för dig:
Om din komponent kommer att utsättas för betydande mekaniska belastningar, vänligen informera oss om detta under offertfasen. Våra DFM-ingenjörer kommer att strategiskt orientera byggriktningen (t.ex. placera kritiska stresspunkter parallellt med X-Y-planet) eller föreslå konstruktionsändringar (som att lägga till filéer eller ribbor) för att säkerställa strukturell integritet innan vi påbörjar byggprocessen
Ytbehandlingar och efterbearbetning
Eftersom vi använder industriell FDM-teknik för att extrudera riktiga termoplaster, kommer våra utskrivna ABS-delar att visa synliga lagerlinjer. Detta är kännetecknet för en strukturellt sund FDM-byggnad. Vi erbjuder dock omfattande efterbehandlingslösningar beroende på om ditt projekt kräver rå mekanisk prestanda eller en formsprutad estetik.

Standard som tryckt yta
- Utseende: Matt yta med tydliga, enhetliga skiktlinjer (typiskt byggd med en skikthöjd på 200 mikron / 0,007”).
- Bäst för: Interna strukturella komponenter, fästen, jiggar, fixturer och prototyper för snabb passformstestning där estetik är sekundärt i förhållande till hastighet och kostnad.
- Vi slipar eller ändrar inte standardfinishen om det inte begärs, vilket säkerställer att dimensionerna förblir exakt som i modellen.

Utjämning av ånga
- Processen: Vi använder kontrollerad kemisk ångutjämning (acetonexponering) för att försiktigt smälta och sammanfoga det yttre ytskiktet.
- Resultatet: En glansig, formsprutningsliknande yta som eliminerar synliga skiktlinjer. Ännu viktigare är att denna process tätar de mikroskopiska porerna mellan skikten, vilket gör detaljen vattenavvisande och lättare att rengöra.
- Bäst för: Prototyper som vänder sig till konsumenter, presentationsmodeller eller vätskehanterande applikationer som kräver en tät yta.

Maskinbearbetning efter tryckning
- Fördelen med Real ABS: Till skillnad från spröd PLA eller ljushärdade hartser som splittras under verktygsbearbetning, bearbetar vår äkta termoplast ABS vackert.
- Kapacitet: Vi utför rutinmässigt borrning efter tryckning, gängtappning (lägga till funktionella metallgängor/insatser), fräsning av plana motytor och manuell slipning.
- Bäst för: Komplexa sammansättningar, hållbara höljen som kräver hårdvaruinstallation och kontaktytor med snäva toleranser.
FDM ABS riktlinjer för design (DFM)
För att säkerställa att dina delar uppfyller funktionskraven och håller vår standardtolerans på ±0,005” (0,127 mm) måste vissa designregler följas. Vi utför en kostnadsfri DFM-analys på varje uppladdad fil, men om du följer dessa parametrar kommer du att få en snabbare leveranstid på 24 timmar och undvika kostsamma utskriftsfel.

Maximal byggvolym
Våra Stratasys F900-system har ett expansivt byggutrymme på 914 x 610 x 914 mm (36 x 24 x 36 tum). Vi kan tillverka stora paneler, jiggar och höljen i ett enda stycke, vilket eliminerar behovet av svaga limfogar.

Minsta väggtjocklek
- Standard Rekommenderad: 1,0 mm (0,040”). Detta säkerställer tillräcklig invändig fyllning för strukturell integritet.
- Absolut minimum: 0,8 mm (0,031”). Allt som är tunnare riskerar delaminering eller fel under tryckprocessen. För väggar under 0,8 mm kan du överväga våra SLA- eller SLS-tjänster.

Hål och cylindrar (hänsyn till Z-axeln)
- FDM skapar hål genom att deponera material i cirklar. På grund av materialets dragning tenderar vertikala hål att skrivas ut något underdimensionerade.
- Bästa praxis: Konstruera hål som avsiktligt är underdimensionerade med ~0,1 mm - 0,2 mm och låt oss borra eller brotscha dem till exakta slutmått i efterbearbetningen. Vi rekommenderar att du borrar ut alla vertikala hål under 2,0 mm (0,080”).

Överhäng och stödkonstruktioner
- FDM kräver ett fundament. Varje överhängsvinkel som överstiger 45 grader från vertikalt läge kommer att göra det nödvändigt att skapa lösliga eller fristående stödstrukturer.
- Verklighetskollen: Vi använder lösliga stöd för komplexa geometrier (vilket ger renare ytor), men brytbara stöd lämnar mindre vittnesmärken på kontaktytan. Konstruera med en “flat down”-orientering i åtanke för att minimera stödkontakten på kritiska kosmetiska ytor.
ABS vs. PC vs. Nylon PA12
ABS är en arbetshäst inom industrin, men det är ingen universallösning. Om du väljer fel termoplast för din applikation leder det till att delar går sönder i förtid och att budgeten slösas bort. Om du är osäker på om ABS är det optimala valet för dina funktionskrav kan du använda den här guiden för att jämföra våra tre mest populära polymerer i produktionsklass.
Jämförelsematris
| Material | Idealiskt användningsfall | Varför du kanske väljer ett alternativ |
|---|---|---|
| ABS (FDM) | Välj ABS om: Du behöver en balans mellan hög slaghållfasthet, kostnadseffektiv prototyptillverkning i stora volymer och utmärkta efterbehandlingsmöjligheter (lätt att gänga, limma, borra och ångslå). Det är standarden för testning av konsumentvaror och styva kapslingar. | Undvik om: Din komponent kommer att utsättas för kontinuerliga temperaturer på över 90°C (194°F) eller kräver extrem kemisk beständighet mot starka lösningsmedel. |
| Polykarbonat (PC - FDM) | Välj PC om: Du behöver överlägsen draghållfasthet (upp till 68 MPa) och hög termisk stabilitet. Med en värmeböjningstemperatur (HDT) på 138 °C (280 °F) är PC konstruerat för fordonsverktyg under huven, högvärdiga kanaler och robusta tillverkningshjälpmedel. | Undvik om: Du har en strikt budget för enkla passformstester, eller om detaljen kräver omfattande manuell slipning och kemisk utjämning (PC är betydligt svårare att efterbehandla än ABS). |
| Nylon PA12 (SLS) | Välj PA12 om: Din design har mycket komplexa, organiska geometrier, interna kanaler eller extrema överhäng. Eftersom selektiv lasersintring (SLS) använder osintrat pulver som ett naturligt stöd kan vi skriva ut rörliga enheter och levande gångjärn utan några vittnesmärken från stödet. Det ger också överlägsen utmattningsbeständighet. | Undvik om: Du behöver en helt förseglad, vattentät yta när du lämnar skrivaren (SLS-nylon är naturligt poröst och måste förseglas), eller om du behöver lägsta möjliga kostnad för stora, skrymmande geometrier. |
Industriella tillämpningar för FDM ABS
Ingenjörer köper inte 3D-utskrifter; de köper lösningar på mekaniska problem. Oavsett om du behöver validera en design innan du skär en $50.000 stålform eller implementera en batch för övergång till produktion, så är det här hur våra ABS 3D-utskriftstjänst för funktionella delar ger en påtaglig avkastning på investeringen under hela produktlivscykeln.
Funktionella prototyper för form och passform
- Utmaningen: SLA-hartser ser bra ut men splittras under böjbelastning. Det går inte att testa ett levande gångjärn eller en snäppmekanism med spröda material.
- ABS-lösningen: Vår äkta termoplast ABS replikerar formbarheten och brottöjningen hos formsprutad plast. Vi trycker rutinmässigt kapslingar för konsumentelektronik som klarar rigorösa, upprepade snäppmonteringstester utan katastrofala fel.
- Resultatet: Du kan med säkerhet godkänna CAD-designen för dyra verktyg för formsprutning, vilket eliminerar risken för kostsamma omarbetningar efter tillverkningen.


Marginallösa jiggar för klass A-ytor
- Utmaningen: CNC-bearbetad aluminiummontering fixturer är dyra, tunga och har en ökänd benägenhet att repa lackerade eller anodiserade slutprodukter på monteringslinjen.
- ABS-lösningen: ABS är strukturellt tillräckligt styvt för att hålla snäva toleranser under monteringen, men är samtidigt betydligt mjukare än metall. Vi skriver ut komplexa, anpassade geometrier som perfekt omsluter din produkt utan att skada A-ytan.
- Resultatet: Minskad kassationsgrad vid monteringslinjen och 70% lägre tillverkningskostnader för fixturer jämfört med traditionell CNC-bearbetning.
Bridgeproduktion i små volymer för slutanvändarprodukter
- Utmaningen: Du behöver 50 till 500 enheter av ett sensorhus omedelbart. Traditionell tillverkning är för långsam och vanliga filament för 3D-utskrifter (som PLA eller PETG) blir skeva under industriella drifttemperaturer.
- ABS-lösningen: Med en HDT (Heat Deflection Temperature) på 96°C fungerar våra Fortus-tryckta ABS-delar tillförlitligt i kontinuerliga 80°C-miljöer. De bryts inte ned i en varm bilkupé eller i kontrollskåp för tunga maskiner.
- Resultatet: Du slipper den 8 veckor långa väntetiden för formsprutning och kan leverera hållbara, värmebeständiga slutanvändningsdetaljer till fältet på bara några dagar.

Sluta sekundgissa din design. Få en omedelbar offert och en kostnadsfri DFM-granskning.
Ladda upp din 3D-modell (STEP eller STL) till vår säkra, NDA-skyddade portal för att få en omedelbar offert. Du kommer inte bara att få ett pris. Vårt system och våra ingenjörer kommer omedelbart att analysera din geometri för optimal byggorientering, risker med väggtjocklek och potentiella stödmärken. Noll kostnad. Inget åtagande.
Vanliga frågor och svar
Vi tror på full transparens. Här är de direkta svaren på de vanligaste tekniska frågorna som vi får från maskiningenjörer och upphandlingsteam som utvärderar våra ABS FDM-tjänster.
Är ditt ABS-material kompatibelt med utjämning med acetonånga?
Ja, eftersom vi använder 100% ren, produktionsklassad termoplastisk ABS (inte billiga blandningar, PLA eller PETG), reagerar våra delar mycket förutsägbart på kemisk ångutjämning. Acetonprocessen smälter och smälter effektivt det yttre skalet, eliminerar synliga lagerlinjer, tätar mikroporer och ger en blank, vattenbeständig finish som nära efterliknar formsprutning.
Hur är hållfastheten hos din FDM ABS jämfört med traditionell formsprutad ABS?
Vi lovar aldrig för mycket. På grund av den grundläggande karaktären hos lager-för-lager FDM-extrudering, kommer en as-printad ABS-del vanligtvis att behålla ungefär 80% av draghållfastheten av en solid, formsprutad motsvarighet. Detta beror främst på anisotropi i Z-axeln. FDM ABS är utmärkt för funktionell prototyptillverkning, passformstestning och fixturer med låg belastning. Men om din applikation kräver 100% isotropisk hållfasthet eller om du ska skala upp till stora volymer är traditionell formsprutning det nödvändiga nästa steget. Vi rekommenderar starkt att du använder våra FDM-delar för att noggrant validera din CAD-design innan du investerar i det dyra stålverktyget.
Jag laddar upp äganderättsskyddade CAD-modeller. Hur garanterar ni IP-säkerhet?
Din immateriella egendom är din livsnerv. Vår offertportal är krypterad från början till slut. Ännu viktigare är att vi erbjuder en automatiserad, juridiskt bindande Avtal om tystnadsplikt (NDA) som du kan utföra med ett klick innan du ens har laddat upp dina STEP- eller STL-filer. Vi överlåter aldrig dina ITAR-känsliga eller patentskyddade konstruktioner till okontrollerade tredjepartsmäklare.
Tala direkt med en tillverkningsingenjör
Medan våra omedelbar offert portal hanterar standardförfrågningar 24/7, komplexa sammansättningar kräver mänsklig expertis. Innan du lägg din ABS 3D-utskriftsbeställning, Om ditt projekt omfattar ITAR-begränsningar, anpassade testkrav eller stora volymer av generella beställningar ska du hoppa över det automatiserade systemet. Tala direkt med de ingenjörer som faktiskt kommer att hantera ditt bygge på verkstadsgolvet.