Услуги по 3D-печати ABS
Компания ShincoFab производит высокопрочные детали из акрилонитрил-бутадиен-стирола (ABS) с помощью закрытых камерных систем Stratasys Fortus. Достигайте повторяемых допусков ±0,005” (0,127 мм) благодаря оптимизированной адгезии слоев по оси Z. 100% настоящий ABS, а не дешевые смеси. Сертифицировано по стандартам AS9100 и ISO 9001.
Промышленные камеры по сравнению с настольными кроватями
Если вы когда-либо получали 3D-печатную деталь из ABS, которая скручивалась по углам или расслаивалась по линиям слоев, то, скорее всего, она была изготовлена на настольном станке с использованием подогреваемой станины. ABS обладает высоким коэффициентом теплового расширения. Когда нижние слои нагреваются, а верхние быстро остывают при комнатной температуре, происходит неравномерная усадка. Результат? Деформация, нарушение размеров и слабое сцепление слоев.
На сайте ShincoFab, наш Печать FDM ABS Процесс устраняет этот фундаментальный недостаток.
Все наши детали ABS производятся на Системы Stratasys Fortus и F900 оснащены полностью закрытыми камерами с активным подогревом.
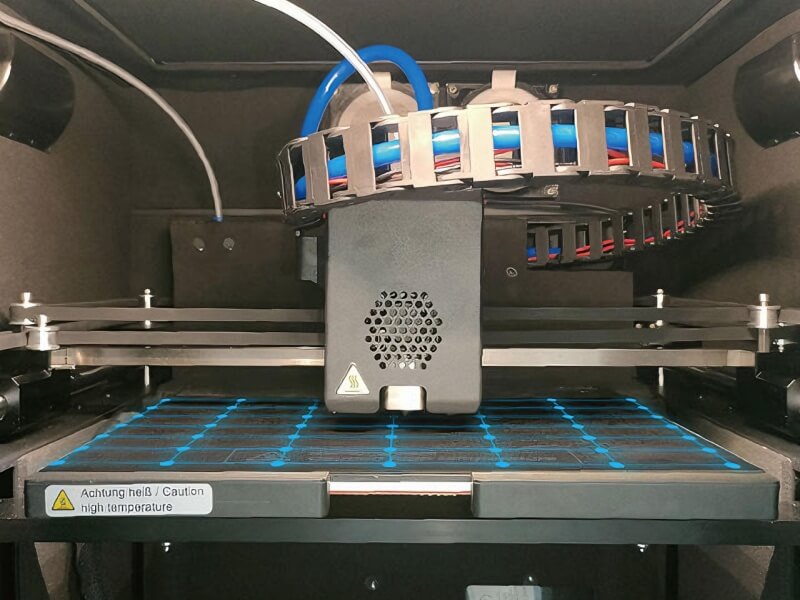
Постоянная среда сборки 90°C
Поддерживая температуру во всем пространстве сборки около 90°C (чуть ниже температуры стеклования ABS), мы устраняем внутренние остаточные напряжения. Это предотвращает скручивание даже на больших плоских геометриях.

Максимальная прочность оси Z
Равномерный термоконтроль предотвращает быстрое охлаждение. Это позволяет полимерным цепочкам правильно переплетаться между линиями экструзии, значительно улучшая адгезию слоев по оси Z и предотвращая расслоение при механической нагрузке.

Прогнозируемая точность размеров
Контролируемое охлаждение от первого до верхнего слоя гарантирует, что ваши детали сохранят ±0,005” (0,127 мм) допуск, независимо от высоты или объема детали.
Настоящий термопластичный АБС в сравнении с АБС-подобными смолами
Многие провайдеры вводят клиентов в заблуждение, предлагая Материалы для 3D-печати на основе ABS-подобной SLA-смолы когда требуется настоящий ABS. Хотя детали SLA выглядят гладкими, они разрушаются под воздействием ультрафиолетовых лучей и со временем становятся хрупкими. Мы не играем в словесные игры. Мы используем настоящий, производственный материал 100%. АБС-нить. Наши детали можно нарезать резьбу, сверлить, шлифовать, химически выравнивать и подвергать реальным механическим испытаниям без разрушения.
Когда вы указываете ABS, вы получаете фактический термопластичный полимер разработаны в соответствии с вашими точными функциональными требованиями.
Матрица выбора материала
| Класс материала | Прочность на разрыв | Основные характеристики | Идеальное промышленное применение |
|---|---|---|---|
| Стандартный ABS (M30) | 36 МПа (5 200 фунтов на кв. дюйм) | Высокая ударопрочность. Баланс прочности, жесткости и долговечности. | Функциональное прототипирование, защелкивающиеся компоненты, тестирование потребительских товаров. |
| ABS-ESD7 | 35 МПа (5,000 psi) | Статический диссипатив (поверхностное сопротивление: 10⁴ - 10⁹ Ом). Предотвращает накопление статического электричества. | Электронные корпуса, приспособления для сборки печатных плат, приспособления для автоматизированной обработки. |
| ABS-M30i | 36 МПа (5 200 фунтов на кв. дюйм) | Биосовместимые и стерилизуемые (Гамма или EtO). Соответствует ISO 10993 USP Класс VI. | Направляющие для хирургических сверл, прототипирование медицинских устройств, фармацевтическая упаковка. |
| ABS-CF10 | 43 МПа (6 200 фунтов на кв. дюйм) | В состав входит измельченное углеродное волокно 10%. 50% повышенная жесткость чем стандартный ABS. | Инструментальная оснастка для концевых рычагов (EOAT), производственные приспособления, кронштейны для высоких нагрузок. |
Данные о материале производственного класса ABS
Цифры имеют значение. Приведенные ниже данные представляют собой стандартные образцы Stratasys ABS-M30, напечатанные на промышленных системах Fortus. Это не теоретические результаты лабораторных исследований образцов, изготовленных методом литья под давлением; это реальные показатели, на которые можно положиться при печати. производить функциональные детали из ABS и прототипов высокой прочности.
Таблица технических характеристик
| Свойства (стандарт ASTM) | Скорректированное значение (метрическое / имперское) | Почему это важно для вашего приложения |
|---|---|---|
| Прочность на разрыв, текучесть (D638) | ~28-31 МПа (4,100-4,500 фунтов на кв. дюйм), в зависимости от направления | Определяет нагрузку, которую может выдержать деталь до необратимой деформации; важно для защелок, зажимов и нагруженных кронштейнов. |
| Модуль растяжения (D638) | ~2,400 МПа (348,000-350,000 фунтов на кв. дюйм) | Измеряет жесткость; полезен для конструкционных кронштейнов, оснастки и приспособлений, находящихся под постоянной нагрузкой. |
| Температура теплового прогиба (HDT) @ 66 фунтов на кв. дюйм (D648) | 96°C (204°F) | Показывает, насколько хорошо деталь держит форму под воздействием тепла в условиях эксплуатации. |
| Ударная прочность, с насечкой по Изоду (D256) | ~139 Дж/м (2,6 фунт-футов на дюйм) | Проявляет устойчивость к внезапным ударам в местах концентрации напряжений, таких как углы, пазы и выемки. |
Проверка реальности инженерного дела
Анизотропия FDM ABS
Как и все процессы FDM, наши детали из ABS демонстрируют анизотропия (направленные свойства). В то время как мы оптимизируем адгезию слоев с помощью нагреваемых камер, Прочность на разрыв по оси Z обычно составляет ~70% от прочности по оси X-Y..
Как мы снижаем этот риск для вас:
Если ваша деталь будет испытывать значительные механические нагрузки, сообщите нам об этом на этапе подготовки коммерческого предложения. Наши инженеры DFM стратегически сориентируют направление сборки (например, расположат критические точки напряжения параллельно плоскости X-Y) или предложат изменения в конструкции (например, добавят галтели или ребра) для обеспечения структурной целостности. прежде чем мы начнем процесс сборки
Отделка поверхности и последующая обработка
Поскольку мы используем промышленную технологию FDM для экструзии настоящих термопластов, на наших напечатанных деталях из ABS будут видны линии слоев. Это отличительная черта структурно надежной FDM-сборки. Однако мы предлагаем комплексные решения по постпечатной обработке в зависимости от того, что требуется от вашего проекта - необработанные механические характеристики или эстетика литья под давлением.

Стандартная отделка с нанесенной печатью
- Внешний вид: Матовое покрытие с четкими, равномерными линиями слоев (обычно создается при высоте слоя 200 микрон / 0,007 дюйма).
- Лучшее для: Внутренние структурные компоненты, кронштейны, оснастка, приспособления и прототипы для быстрого тестирования, где эстетика вторична по отношению к скорости и стоимости.
- Мы не шлифуем и не изменяем стандартную отделку, если это не требуется, гарантируя точность размеров в соответствии с моделью.

Разглаживание паров
- Процесс: Мы используем контролируемое химическое разглаживание паром (воздействие ацетона), чтобы мягко расплавить и сплавить внешний поверхностный слой.
- Результат: Глянцевое покрытие, похожее на литье под давлением, устраняет видимые линии слоев. Что еще более важно, этот процесс запечатывает микроскопические поры между слоями, делая деталь водостойкой и легко очищаемой.
- Лучшее для: Потребительские прототипы, презентационные модели или приложения для работы с жидкостями, требующие герметичной поверхности.

Послепечатная обработка
- Преимущество реальных ABS: В отличие от хрупкого PLA или светоотверждаемых смол, которые рассыпаются под воздействием инструмента, наш настоящий термопластик ABS прекрасно обрабатывается.
- Возможности: Мы регулярно выполняем сверление после печати, нарезание резьбы (добавление функциональных металлических резьб/вставок), фрезерование плоских сопрягаемых поверхностей и ручную шлифовку.
- Лучшее для: Сложные узлы, прочные корпуса, требующие установки оборудования, и сопрягаемые интерфейсы с жесткими допусками.
Руководство по проектированию АБС FDM (DFM)
Чтобы ваши детали соответствовали функциональным требованиям и выдерживали наш стандартный допуск ±0,005 дюйма (0,127 мм), необходимо соблюдать определенные правила проектирования. Хотя мы бесплатно проводим DFM-анализ каждого загруженного файла, соблюдение этих параметров ускорит ваш 24-часовой оборот и предотвратит дорогостоящие сбои в печати.

Максимальный объем сборки
Наши системы Stratasys F900 обладают обширным пространством для сборки. 914 x 610 x 914 мм (36 x 24 x 36 дюймов). Мы можем изготавливать большие панели, оснастку и корпуса из одной детали, исключая необходимость в слабых клеевых соединениях.

Минимальная толщина стенок
- Стандарт Рекомендуется: 1,0 мм (0,040”). Это обеспечивает достаточное внутреннее наполнение для целостности конструкции.
- Абсолютный минимум: 0,8 мм (0,031 дюйма). При меньшей толщине есть риск расслоения или разрушения в процессе печати. Для стенок толщиной менее 0,8 мм рассмотрите наши услуги SLA или SLS.

Отверстия и цилиндры (с учетом оси Z)
- FDM создает отверстия путем нанесения материала по кругу. Из-за сопротивления материала вертикальные отверстия обычно получаются немного заниженными.
- Лучшая практика: Создайте отверстия, намеренно заниженные на ~0,1-0,2 мм, и позвольте нам после обработки просверлить или рассверлить их до точных окончательных размеров. Мы рекомендуем сверлить любые вертикальные отверстия под 2,0 мм (0,080”).

Свесы и опорные конструкции
- Для FDM требуется фундамент. Любой угол свеса, превышающий 45 градусов от вертикали потребует создания растворимых или разрушающихся опорных конструкций.
- Проверка реальности: Хотя мы используем растворимые опоры для сложных геометрических форм (оставляя более чистые поверхности), отколовшиеся опоры оставят незначительные следы на сопрягаемой поверхности. Чтобы минимизировать контакт опоры с критически важными косметическими поверхностями, проектируйте ее в ориентации “плоскостью вниз”.
ABS против ПК против нейлона PA12
ABS - рабочая лошадка в промышленности, но это не серебряная пуля. Выбор неправильного термопластика для вашей задачи приводит к преждевременному выходу из строя деталей и напрасной трате бюджета. Если вы не уверены, что ABS является оптимальным выбором для ваших функциональных требований, воспользуйтесь этим руководством, чтобы сравнить три наших самых популярных полимера производственного класса.
Сравнительная матрица
| Материал | Идеальный вариант использования | Почему вы можете выбрать альтернативу |
|---|---|---|
| ABS (FDM) | Выбирайте ABS, если: Вам требуется баланс между высокой ударной прочностью, экономичностью при изготовлении больших объемов прототипов и отличными возможностями последующей обработки (легко нарезать метчики, клеить, сверлить и выравнивать паром). Это стандарт для тестирования потребительских товаров и жестких корпусов. | Избегайте, если: Ваша деталь будет постоянно подвергаться воздействию температур, превышающих 90°C (194°F), или ей требуется экстремальная химическая стойкость к агрессивным растворителям. |
| Поликарбонат (PC - FDM) | Выбирайте ПК, если: Вам требуется превосходная прочность на разрыв (до 68 МПа) и высокая термическая стабильность. Благодаря температуре теплового прогиба (HDT) 138°C (280°F), PC разработан для автомобильной оснастки под капотом, высокотемпературных воздуховодов и надежных производственных приспособлений. | Избегайте, если: Вы ограничены в бюджете для простого тестирования на пригодность или если деталь требует тщательной ручной шлифовки и химического выравнивания (ПК значительно сложнее подвергать постобработке, чем ABS). |
| Нейлон PA12 (SLS) | Выберите PA12, если: Ваша конструкция имеет очень сложную органическую геометрию, внутренние каналы или экстремальные выступы. Поскольку при селективном лазерном спекании (SLS) в качестве естественной опоры используется неспеченный порошок, мы можем печатать подвижные узлы и живые шарниры с нулевыми следами опоры. Кроме того, этот метод обеспечивает превосходную усталостную прочность. | Избегайте, если: Вам нужна полностью герметичная, водонепроницаемая поверхность на выходе из принтера (нейлон SLS имеет естественную пористость и требует герметизации), или если вам нужна минимально возможная стоимость для больших, громоздких геометрических форм. |
Промышленное применение FDM ABS
Инженеры не покупают 3D-печати, они покупают решения механических проблем. Если вам нужно проверить конструкцию перед резкой стальной формы $50 000 или развернуть мост к серийной партии, то вот как это сделать Услуги 3D-печати ABS для функциональных деталей обеспечивает ощутимую рентабельность инвестиций на протяжении всего жизненного цикла продукта.
Функциональные прототипы для создания формы и посадки
- Задача: Смолы SLA выглядят великолепно, но разрушаются при деформации на изгиб. С помощью хрупких материалов невозможно протестировать живой шарнир или защелкивающийся механизм.
- Решение ABS: Наш настоящий термопластик ABS повторяет пластичность и удлинение при разрыве пластмасс, полученных литьем под давлением. Мы регулярно печатаем корпуса для бытовой электроники, которые выдерживают жесткие, многократные испытания на защелкивание без катастрофических разрушений.
- Результат: Вы с уверенностью утверждаете CAD-проект для изготовления дорогостоящей оснастки для литья под давлением, исключая риск дорогостоящей доработки после изготовления.


Зажимные приспособления для поверхностей класса А
- Задача: CNC обработанный алюминиевая сборка Крепежные детали дороги, тяжелы и, как известно, склонны царапать окрашенные или анодированные готовые изделия на сборочной линии.
- Решение ABS: Конструктивно ABS достаточно жесткий, чтобы выдерживать жесткие допуски при сборке, но при этом значительно мягче металла. Мы печатаем сложные, нестандартные геометрии, которые идеально облегают ваш продукт, не нарушая поверхность A.
- Результат: Сокращение количества брака на сборочной линии и снижение затрат на изготовление приспособлений на 70% по сравнению с традиционной обработкой с ЧПУ.
Малосерийное производство мостов для деталей конечного использования
- Задача: Вам нужно срочно изготовить от 50 до 500 единиц корпуса датчика. Традиционное производство слишком медленное, а стандартные нити для 3D-печати (например, PLA или PETG) деформируются при промышленных температурах.
- Решение ABS: Благодаря температуре отклонения тепла (HDT) 96°C наши ABS-детали с печатью Fortus надежно работают в условиях постоянной температуры 80°C. Они не разрушатся в горячем салоне автомобиля или в шкафах управления тяжелым оборудованием.
- Результат: Вы избегаете 8-недельного ожидания при литье под давлением и выпускаете прочные, термостойкие детали конечного использования в считанные дни.

Перестаньте сомневаться в своем дизайне. Получите мгновенное предложение и бесплатный обзор DFM.
Загрузите свою 3D-модель (STEP или STL) на наш безопасный портал, защищенный NDA, и получите мгновенное предложение. Вы получите не просто цену. Наша система и инженеры мгновенно проанализируют вашу геометрию на предмет оптимальной ориентации сборки, риски толщины стенок и потенциальные отметки свидетелей поддержки. Ноль затрат. Ноль обязательств.
Часто задаваемые вопросы
Мы верим в полную прозрачность. Здесь приведены прямые ответы на наиболее распространенные технические вопросы, которые мы получаем от инженеров-механиков и специалистов по закупкам, оценивающих наши услуги ABS FDM.
Совместим ли ваш материал ABS с разглаживанием паром ацетона?
Да. Поскольку мы используем чистый термопластик ABS 100% (а не дешевые смеси, PLA или PETG), наши детали очень предсказуемо реагируют на химическое выравнивание паром. Процесс обработки ацетоном эффективно расплавляет и сплавляет внешнюю оболочку, устраняя видимые линии слоев, запечатывая микропоры и обеспечивая глянцевую, водостойкую отделку, которая в точности имитирует литье под давлением.
Какова прочность вашего FDM ABS по сравнению с традиционным ABS, полученным методом литья под давлением?
Мы никогда не перевыполняем обещания. В силу фундаментальной природы послойной экструзии FDM, напечатанная деталь из ABS обычно сохраняет примерно 80% от предела прочности на разрыв цельного, отлитого под давлением эквивалента. В первую очередь это связано с анизотропией по оси Z. FDM ABS исключительно подходит для создания функциональных прототипов, тестирования посадки и изготовления приспособлений с низкой нагрузкой. Однако если ваша задача требует Изотропная прочность 100% или вы переходите на большие объемы, то традиционное литье под давлением - необходимый следующий шаг. Мы настоятельно рекомендуем использовать наши детали FDM для тщательной проверки вашего CAD-проекта, прежде чем вкладывать деньги в дорогостоящую стальную оснастку.
Я загружаю запатентованные модели CAD. Как вы гарантируете безопасность IP?
Ваша интеллектуальная собственность - это ваша жизнь. Наш портал котировок имеет сквозное шифрование. Что еще более важно, мы предлагаем автоматизированную, юридически обязательную Соглашение о неразглашении (NDA) которые вы можете выполнить одним щелчком мыши еще до загрузки файлов STEP или STL. Мы никогда не передаем ваши чувствительные к ITAR или запатентованные разработки непроверенным сторонним брокерам.
Поговорите напрямую с инженером-технологом
В то время как наш мгновенная котировка Портал обрабатывает стандартные запросы 24 часа в сутки 7 дней в неделю, сложные сборки требуют человеческого опыта. Прежде чем вы Оформите заказ на печать ABS 3D, Если ваш проект связан с ограничениями ITAR, нестандартными требованиями к тестированию или крупносерийными заказами, откажитесь от автоматизированной системы. Поговорите напрямую с инженерами, которые будут управлять вашей сборкой в цеху.