Usługa druku 3D z ABS
ShincoFab produkuje wysokowytrzymałe komponenty z akrylonitrylo-butadieno-styrenu (ABS) przy użyciu systemów Stratasys Fortus z zamkniętą komorą. Osiąga powtarzalne tolerancje ±0,005” (0,127 mm) dzięki zoptymalizowanej przyczepności warstw w osi Z. 100% to prawdziwy ABS, a nie tanie mieszanki. Certyfikat AS9100 i ISO 9001.
Komory przemysłowe a łóżka stacjonarne
Jeśli kiedykolwiek otrzymałeś wydrukowaną część ABS 3D, która zwijała się na rogach lub rozszczepiała wzdłuż linii warstw, prawdopodobnie została ona wyprodukowana na maszynie stacjonarnej przy użyciu podgrzewanego łoża. ABS ma wysoki współczynnik rozszerzalności cieplnej. Gdy dolne warstwy są podgrzewane, a górne szybko schładzane w temperaturze pokojowej, dochodzi do nierównomiernego kurczenia się. Rezultat? Wypaczenie, wady wymiarowe i słabe wiązanie warstw.
Przy ShincoFabnasz Drukowanie FDM ABS eliminuje tę podstawową wadę.
Wszystkie nasze części ABS są produkowane na Systemy Stratasys Fortus i F900 wyposażone w całkowicie zamknięte, aktywnie ogrzewane komory robocze.
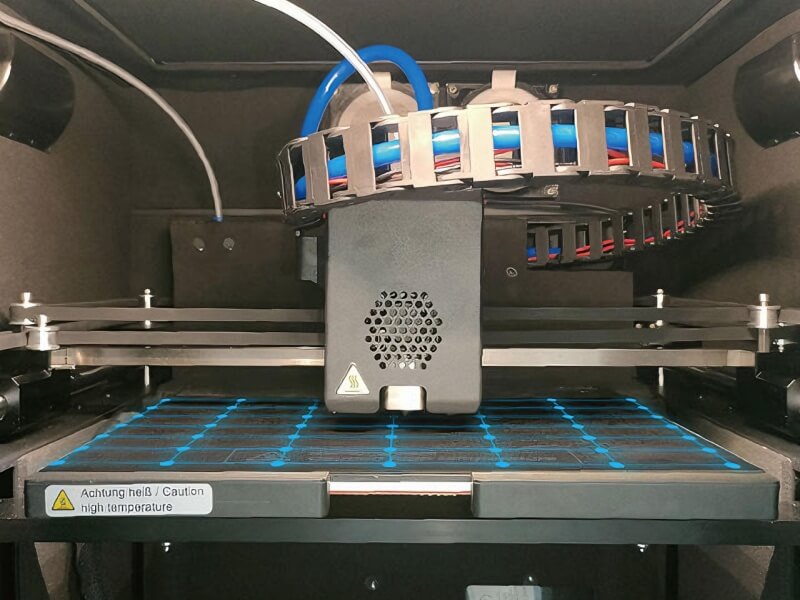
Stałe środowisko konstrukcyjne 90°C
Utrzymując cały obszar roboczy w temperaturze około 90°C (tuż poniżej temperatury zeszklenia ABS), eliminujemy wewnętrzne naprężenia szczątkowe. Zapobiega to zwijaniu się, nawet w przypadku dużych, płaskich geometrii.

Zmaksymalizowana wytrzymałość osi Z
Jednolita kontrola termiczna zapobiega szybkiemu chłodzeniu. Pozwala to łańcuchom polimerowym na prawidłowe splątanie się w poprzek linii wytłaczania, drastycznie poprawiając przyczepność warstwy w osi Z i zapobiegając rozwarstwieniu pod obciążeniem mechanicznym.

Przewidywalna dokładność wymiarowa
Kontrolowane chłodzenie od pierwszej do najwyższej warstwy zapewnia, że części zachowują swoją jakość. ±0,005” (0,127 mm) tolerancji, niezależnie od wysokości lub objętości części.
Prawdziwy termoplastyczny ABS a żywice podobne do ABS
Wielu dostawców wprowadza klientów w błąd, oferując Materiały do druku 3D z żywicy SLA podobnej do ABS gdy wymagany jest prawdziwy ABS. Chociaż części SLA wyglądają gładko, ulegają degradacji pod wpływem światła UV i z czasem stają się kruche. Nie bawimy się w gierki słowne. Używamy prawdziwego, produkcyjnego materiału 100% Żarnik ABS. Nasze części mogą być gwintowane, wiercone, szlifowane, wygładzane chemicznie i poddawane rzeczywistym testom mechanicznym bez ryzyka pęknięcia.
Gdy określisz ABS, otrzymasz rzeczywiste polimer termoplastyczny zaprojektowane z myślą o dokładnych wymaganiach funkcjonalnych.
Matryca wyboru materiałów
| Klasa materiału | Wytrzymałość na rozciąganie | Kluczowe cechy charakterystyczne | Idealne zastosowania przemysłowe |
|---|---|---|---|
| Standardowy ABS (M30) | 36 MPa (5 200 psi) | Wysoka odporność na uderzenia. Równowaga między wytrzymałością, odpornością i trwałością. | Funkcjonalne prototypowanie, komponenty zatrzaskowe, testowanie towarów konsumpcyjnych. |
| ABS-ESD7 | 35 MPa (5000 psi) | Rozpraszanie ładunków elektrostatycznych (rezystancja powierzchniowa: 10⁴ - 10⁹ omów). Zapobiega gromadzeniu się ładunków elektrostatycznych. | Obudowy elektroniczne, uchwyty montażowe PCB, zautomatyzowane przyrządy do obsługi. |
| ABS-M30i | 36 MPa (5 200 psi) | Biokompatybilny i nadający się do sterylizacji (Gamma lub EtO). Spełnia ISO 10993 USP klasa VI. | Prowadnice wierteł chirurgicznych, prototypowanie urządzeń medycznych, opakowania farmaceutyczne. |
| ABS-CF10 | 43 MPa (6 200 psi) | Wypełniony ciętym włóknem węglowym 10%. 50% większa sztywność niż standardowy ABS. | Oprzyrządowanie na końcu ramienia (EOAT), pomoce produkcyjne, wsporniki do dużych obciążeń. |
Dane materiałowe ABS klasy produkcyjnej
Liczby mają znaczenie. Poniższe dane przedstawiają standardowy materiał Stratasys ABS-M30 wydrukowany na przemysłowych systemach Fortus. Nie są to teoretyczne wyniki laboratoryjne z próbek formowanych wtryskowo; są to rzeczywiste, wydrukowane wskaźniki, na których można polegać. produkcja funkcjonalnych części ABS i prototypów o wysokiej trwałości.
Tabela specyfikacji technicznych
| Właściwości (norma ASTM) | Skorygowana wartość (metryczna / imperialna) | Dlaczego ma to znaczenie dla aplikacji |
|---|---|---|
| Wytrzymałość na rozciąganie, wydajność (D638) | ~28-31 MPa (4,100-4,500 psi), zależnie od kierunku | Określa obciążenie, jakie część może wytrzymać przed trwałym odkształceniem; ważne dla zatrzasków, zacisków i obciążonych wsporników. |
| Moduł rozciągania (D638) | ~2 400 MPa (348 000-350 000 psi) | Mierzy sztywność; przydatny w przypadku wsporników konstrukcyjnych, przyrządów i uchwytów poddawanych ciągłym naprężeniom. |
| Temperatura ugięcia pod wpływem ciepła (HDT) przy 66 psi (D648) | 96°C (204°F) | Wskazuje, jak dobrze część zachowuje kształt pod wpływem ciepła w środowiskach roboczych. |
| Udarność, Izod z karbem (D256) | ~139 J/m (2,6 ft-lb/in) | Wykazuje odporność na nagłe uderzenia w miejscach koncentracji naprężeń, takich jak narożniki, szczeliny i wycięcia. |
Inżynierska kontrola rzeczywistości
Anizotropia FDM ABS
Podobnie jak wszystkie procesy FDM, nasze części ABS wykazują anizotropia (właściwości kierunkowe). Optymalizujemy przyczepność warstw za pomocą podgrzewanych komór, Wytrzymałość na rozciąganie w osi Z wynosi zazwyczaj ~70% wytrzymałości X-Y.
Jak ograniczamy to ryzyko:
Jeśli część będzie poddawana znacznym obciążeniom mechanicznym, prosimy o poinformowanie nas o tym na etapie wyceny. Nasi inżynierowie DFM strategicznie ukierunkują kierunek budowy (np. umieszczając krytyczne punkty naprężeń równolegle do płaszczyzny X-Y) lub zasugerują modyfikacje projektu (takie jak dodanie zaokrągleń lub żeber), aby zapewnić integralność strukturalną przed rozpoczęciem procesu kompilacji
Wykończenie powierzchni i obróbka końcowa
Ponieważ wykorzystujemy przemysłową technologię FDM do wytłaczania prawdziwych tworzyw termoplastycznych, nasze wydrukowane części ABS będą miały widoczne linie warstw. Jest to cecha charakterystyczna strukturalnie solidnej konstrukcji FDM. Oferujemy jednak kompleksowe rozwiązania w zakresie obróbki końcowej, w zależności od tego, czy projekt wymaga surowej wydajności mechanicznej, czy estetyki formowanej wtryskowo.

Standardowe wykończenie
- Wygląd: Matowe wykończenie z wyraźnymi, jednolitymi liniami warstw (zwykle tworzone przy wysokości warstwy 200 mikronów / 0,007 cala).
- Najlepsze dla: Wewnętrzne elementy konstrukcyjne, wsporniki, przyrządy, uchwyty i prototypy do szybkiego testowania, w których estetyka ma drugorzędne znaczenie dla szybkości i kosztów.
- Nie szlifujemy ani nie zmieniamy standardowych wykończeń, chyba że jest to wymagane, zapewniając, że dokładność wymiarowa pozostaje dokładnie taka, jak w modelu.

Wygładzanie oparów
- Proces: Wykorzystujemy kontrolowane chemiczne wygładzanie oparów (ekspozycja na aceton), aby delikatnie stopić i scalić zewnętrzną warstwę powierzchniową.
- Wynik: Błyszczące, formowane wtryskowo wykończenie, które eliminuje widoczne linie warstw. Co ważniejsze, proces ten uszczelnia mikroskopijne pory między warstwami, dzięki czemu część jest wodoodporna i łatwiejsza do czyszczenia.
- Najlepsze dla: Prototypy przeznaczone dla konsumentów, modele prezentacyjne lub aplikacje do obsługi płynów wymagające uszczelnionej powierzchni.

Obróbka po wydruku
- Zalety prawdziwego ABS: W przeciwieństwie do kruchego PLA lub światłoutwardzalnych żywic, które kruszą się pod wpływem narzędzi, nasz prawdziwy termoplastyczny ABS doskonale się obrabia.
- Możliwości: Rutynowo wykonujemy wiercenie po wydruku, gwintowanie (dodawanie funkcjonalnych metalowych gwintów/wkładek), frezowanie płaskich powierzchni współpracujących i ręczne szlifowanie.
- Najlepsze dla: Złożone zespoły, trwałe obudowy wymagające instalacji sprzętu i interfejsy współpracujące o wąskiej tolerancji.
Wytyczne projektowe FDM ABS (DFM)
Aby mieć pewność, że części spełniają wymagania funkcjonalne i zachowują naszą standardową tolerancję ±0,005” (0,127 mm), należy przestrzegać pewnych zasad projektowania. Chociaż przeprowadzamy bezpłatną analizę DFM każdego przesłanego pliku, przestrzeganie tych parametrów przyspieszy 24-godzinny czas realizacji i zapobiegnie kosztownym awariom druku.

Maksymalna objętość kompilacji
Nasze systemy Stratasys F900 charakteryzują się dużym obszarem roboczym wynoszącym 914 x 610 x 914 mm (36 x 24 x 36 cali). Możemy produkować duże panele, przyrządy i obudowy w jednym kawałku, eliminując potrzebę stosowania słabych połączeń klejonych.

Minimalna grubość ścianki
- Zalecany standard: 1,0 mm (0,040”). Zapewnia to wystarczające wypełnienie wewnętrzne dla integralności strukturalnej.
- Absolutne minimum: 0,8 mm (0,031”). Cokolwiek cieńszego grozi rozwarstwieniem lub awarią podczas procesu drukowania. W przypadku ścianek poniżej 0,8 mm należy rozważyć nasze usługi SLA lub SLS.

Otwory i cylindry (rozważania dotyczące osi Z)
- FDM tworzy otwory poprzez osadzanie materiału w okręgach. Ze względu na opór materiału, pionowe otwory mają tendencję do drukowania nieco niewymiarowych.
- Najlepsze praktyki: Zaprojektuj otwory celowo niewymiarowe o ~0,1 mm - 0,2 mm i pozwól nam wiercić lub rozwiercać je do precyzyjnych wymiarów końcowych. Zalecamy wywiercenie wszelkich pionowych otworów poniżej 2,0 mm (0,080”).

Zwisy i konstrukcje wsporcze
- FDM wymaga fundamentu. Każdy kąt zwisu przekraczający 45 stopni od pionu będzie wymagało wygenerowania rozpuszczalnych lub odrywających się struktur wsparcia.
- Kontrola rzeczywistości: Podczas gdy w przypadku złożonych geometrii używamy rozpuszczalnych wsporników (pozostawiających czystsze powierzchnie), wsporniki zrywalne pozostawiają niewielkie ślady na powierzchni współpracującej. Projektuj z myślą o orientacji “płaskiej w dół”, aby zminimalizować kontakt wspornika z krytycznymi powierzchniami kosmetycznymi.
ABS vs. PC vs. Nylon PA12
ABS jest koniem roboczym w branży, ale nie jest srebrną kulą. Wybór niewłaściwego tworzywa termoplastycznego do danego zastosowania prowadzi do przedwczesnej awarii części i marnowania budżetu. Jeśli nie masz pewności, czy ABS jest optymalnym wyborem dla Twoich wymagań funkcjonalnych, skorzystaj z tego przewodnika, aby porównać nasze trzy najpopularniejsze polimery klasy produkcyjnej.
Macierz porównawcza
| Materiał | Idealny przypadek użycia | Dlaczego warto wybrać alternatywę |
|---|---|---|
| ABS (FDM) | Wybierz ABS, jeśli: Wymagana jest równowaga między wysoką odpornością na uderzenia, ekonomicznym prototypowaniem w dużych ilościach i doskonałymi możliwościami obróbki końcowej (łatwe gwintowanie, klejenie, wiercenie i wygładzanie parą). Jest to standard do testowania towarów konsumpcyjnych i sztywnych obudów. | Unikać, jeśli: Twoja część będzie narażona na ciągłe działanie temperatur przekraczających 90°C (194°F) lub wymaga ekstremalnej odporności chemicznej na ostre rozpuszczalniki. |
| Poliwęglan (PC - FDM) | Wybierz PC, jeśli: Wymagana jest doskonała wytrzymałość na rozciąganie (do 68 MPa) i wysoka stabilność termiczna. Dzięki temperaturze ugięcia pod wpływem ciepła (HDT) wynoszącej 138°C (280°F), PC jest przeznaczony do narzędzi samochodowych pod maską, kanałów o wysokiej temperaturze i wytrzymałych urządzeń wspomagających produkcję. | Unikać, jeśli: Masz ograniczony budżet na proste testy dopasowania lub jeśli część wymaga intensywnego ręcznego szlifowania i wygładzania chemicznego (PC jest znacznie trudniejszy w obróbce końcowej niż ABS). |
| Nylon PA12 (SLS) | Wybierz PA12, jeśli: Twój projekt ma bardzo złożoną, organiczną geometrię, wewnętrzne kanały lub ekstremalne zwisy. Ponieważ selektywne spiekanie laserowe (SLS) wykorzystuje niespiekany proszek jako naturalne podłoże, możemy drukować ruchome zespoły i żywe zawiasy bez śladów podparcia. Oferuje również doskonałą odporność na zmęczenie. | Unikać, jeśli: Potrzebujesz całkowicie uszczelnionej, wodoszczelnej powierzchni po wyjściu z drukarki (nylon SLS jest naturalnie porowaty i wymaga uszczelnienia) lub jeśli potrzebujesz najniższego możliwego kosztu dla dużych, nieporęcznych geometrii. |
Zastosowania przemysłowe FDM ABS
Inżynierowie nie kupują wydruków 3D; kupują rozwiązania problemów mechanicznych. Niezależnie od tego, czy potrzebujesz zweryfikować projekt przed wycięciem stalowej formy $50,000, czy też wdrożyć pomost do partii produkcyjnej, oto jak nasz Usługa druku 3D z ABS dla części funkcjonalnych zapewnia wymierny zwrot z inwestycji w całym cyklu życia produktu.
Funkcjonalne prototypy dla formy i dopasowania
- Wyzwanie: Żywice SLA wyglądają świetnie, ale pękają pod wpływem naprężeń zginających. Nie można przetestować żywego zawiasu lub mechanizmu zatrzaskowego przy użyciu kruchych materiałów.
- Rozwiązanie ABS: Nasz prawdziwy termoplastyczny ABS replikuje plastyczność i wydłużenie przy zerwaniu formowanych wtryskowo tworzyw sztucznych. Rutynowo drukujemy obudowy elektroniki użytkowej, które mogą przetrwać rygorystyczne, wielokrotne testy zatrzaskowe bez katastrofalnej awarii.
- Wynik: Użytkownik może z pełnym przekonaniem zatwierdzić projekt CAD dla kosztownego oprzyrządowania do form wtryskowych, eliminując ryzyko kosztownych przeróbek po oprzyrządowaniu.


Przyrządy do obróbki powierzchni klasy A bez ostrych krawędzi
- Wyzwanie: Obróbka CNC montaż aluminiowy Oprzyrządowanie jest drogie, ciężkie i notorycznie podatne na zarysowania malowanych lub anodowanych produktów końcowych na linii montażowej.
- Rozwiązanie ABS: ABS jest wystarczająco sztywny strukturalnie, aby zachować wąskie tolerancje podczas montażu, a jednocześnie znacznie bardziej miękki niż metal. Drukujemy złożone, niestandardowe geometrie zagnieżdżania, które idealnie otaczają produkt bez naruszania powierzchni A.
- Wynik: Zmniejszenie ilości odpadów na linii montażowej i redukcja kosztów produkcji osprzętu o 70% w porównaniu z tradycyjną obróbką CNC.
Niskoseryjna produkcja mostków dla części końcowych
- Wyzwanie: Potrzebujesz natychmiast od 50 do 500 sztuk obudowy czujnika. Tradycyjna produkcja jest zbyt wolna, a standardowe filamenty do druku 3D (takie jak PLA lub PETG) wypaczają się w przemysłowych temperaturach roboczych.
- Rozwiązanie ABS: Dzięki temperaturze ugięcia pod wpływem ciepła (HDT) wynoszącej 96°C, nasze części ABS z nadrukiem Fortus niezawodnie działają w środowiskach o ciągłej temperaturze 80°C. Nie ulegną degradacji w gorącym wnętrzu samochodu lub w szafach sterowniczych ciężkich maszyn.
- Wynik: Omijasz 8-tygodniowy czas oczekiwania na formowanie wtryskowe i w ciągu kilku dni dostarczasz trwałe, odporne na wysoką temperaturę części do zastosowań końcowych.

Przestań się zastanawiać nad swoim projektem. Uzyskaj natychmiastową wycenę i bezpłatny przegląd DFM.
Prześlij swój model 3D (STEP lub STL) do naszego bezpiecznego portalu chronionego przez NDA, aby uzyskać natychmiastową wycenę. Otrzymasz nie tylko cenę. Nasz system i inżynierowie natychmiast przeanalizują geometrię pod kątem optymalnej orientacji budowy, ryzyka związanego z grubością ścianki i potencjalnych znaków świadczących o wsparciu. Zero kosztów. Zero zobowiązań.
Często zadawane pytania
Wierzymy w pełną przejrzystość. Oto bezpośrednie odpowiedzi na najczęstsze pytania techniczne, które otrzymujemy od inżynierów mechaników i zespołów zaopatrzeniowych oceniających nasze usługi ABS FDM.
Czy materiał ABS jest kompatybilny z wygładzaniem oparami acetonu?
Tak. Ponieważ używamy czystego, termoplastycznego ABS klasy produkcyjnej 100% (a nie tanich mieszanek, PLA lub PETG), nasze części reagują bardzo przewidywalnie na chemiczne wygładzanie parą. Proces acetonowy skutecznie topi i stapia zewnętrzną powłokę, eliminując widoczne linie warstw, uszczelniając mikropory i zapewniając błyszczące, wodoodporne wykończenie, które ściśle naśladuje formowanie wtryskowe.
Jak wypada wytrzymałość ABS FDM w porównaniu do tradycyjnego ABS formowanego wtryskowo?
Nigdy nie obiecujemy zbyt wiele. Ze względu na fundamentalną naturę wytłaczania FDM warstwa po warstwie, wydrukowana część ABS zazwyczaj zachowuje około 80% wytrzymałości na rozciąganie w stosunku do litego, formowanego wtryskowo odpowiednika. Wynika to przede wszystkim z anizotropii w osi Z. FDM ABS jest wyjątkowy do prototypowania funkcjonalnego, testowania dopasowania i opraw o niskim naprężeniu. Jeśli jednak aplikacja wymaga Wytrzymałość izotropowa 100% lub skalujesz do dużych ilości, tradycyjne formowanie wtryskowe jest niezbędnym kolejnym krokiem. Zdecydowanie zalecamy korzystanie z naszych części FDM w celu dokładnej walidacji projektu CAD przed zainwestowaniem w drogie oprzyrządowanie stalowe.
Przesyłam zastrzeżone modele CAD. Jak zagwarantować bezpieczeństwo własności intelektualnej?
Twoja własność intelektualna to Twoja siła napędowa. Nasz portal ofertowy jest kompleksowo szyfrowany. Co ważniejsze, oferujemy zautomatyzowane, prawnie wiążące Umowa o zachowaniu poufności (NDA) które można wykonać jednym kliknięciem, jeszcze przed przesłaniem plików STEP lub STL. Nigdy nie przekazujemy wrażliwych lub zastrzeżonych projektów ITAR niezweryfikowanym brokerom zewnętrznym.
Porozmawiaj bezpośrednio z inżynierem produkcji
Podczas gdy nasz natychmiastowe kwotowanie Portal obsługuje standardowe żądania 24/7, złożone zespoły wymagają ludzkiej wiedzy. Zanim Złóż zamówienie na druk 3D z ABS, Jeśli Twój projekt wiąże się z ograniczeniami ITAR, niestandardowymi wymaganiami testowymi lub dużymi zamówieniami zbiorczymi, pomiń zautomatyzowany system. Porozmawiaj bezpośrednio z inżynierami, którzy będą zarządzać budową na hali produkcyjnej.