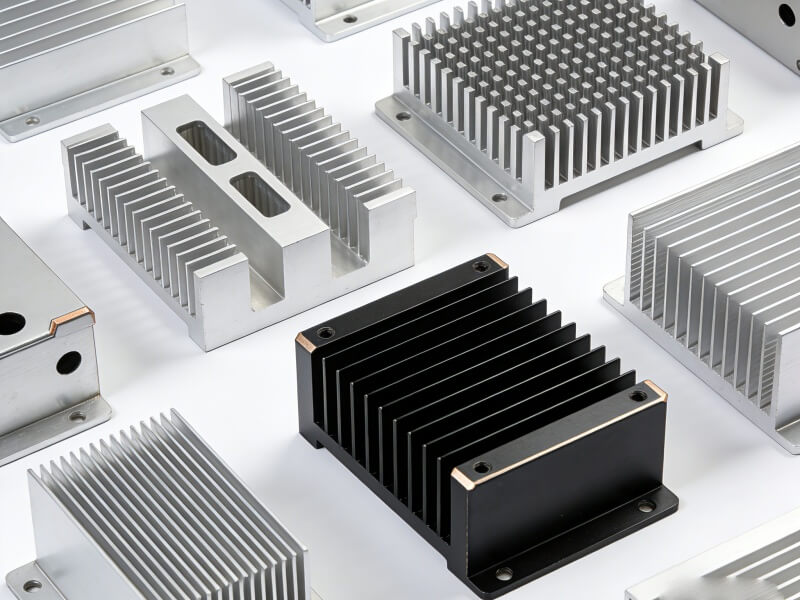
Koellichaam op maat
Precisie aluminium en koper oplossingen ontworpen om te voldoen aan uw thermische budget ($/W) en dimensionale beperkingen. Van snelle prototyping tot massaproductie.
Wanneer standaard koellichamen uw thermische prestaties blokkeren
Generieke geëxtrudeerde profielen gehoorzamen aan de wetten van de massaproductie, niet aan de wetten van uw specifieke thermische dynamica. Standaard vinverhoudingen zijn gewoonweg onvoldoende voor moderne toepassingen met hoge vermogensdichtheid, zoals EV-omvormers (IGBT's), hyperscale AI Computing en LED's met hoge helderheid.
ShincoFab verder gaan dan de beperkingen van catalogusonderdelen. Ons productieproces op maat maakt hogere hoogte-breedteverhoudingen mogelijk (tot 50:1), geoptimaliseerde lameldichtheid en complexe geometrieën die zijn ontworpen om de thermische weerstand (θsa) te minimaliseren binnen uw strikte ruimtelijke omtrek.
Kritische vlakheid basis
We controleren de vlakheid van de basis om 0,002 mm/mm. Waarom is dit belangrijk? Omdat een vlakkere basis de dikte van de verbindingslijn van uw thermisch interfacemateriaal (TIM) vermindert. Het minimaliseren van de TIM-dikte is de snelste manier om de junctietemperatuur (ΔTj) te verlagen, waardoor een maximale warmteoverdracht van component naar koellichaam wordt gegarandeerd.

CNC precisiebewerking
Voor montagefuncties en complexe interfaces houden we toleranties aan van +/- 0,01 mm. Dit zorgt voor een perfecte koppeling met chips, warmteverspreiders of vloeistofkoude platen en elimineert luchtlekken die de thermische prestaties om zeep helpen.
Gecertificeerd geleidingsvermogen materiaal
We gokken niet met legeringen. We gebruiken gecertificeerd Al 6063-T5 (warmtegeleidingsvermogen >200 W/mK) voor optimale extrusieprestaties en hoogzuiver C11000-koper (>390 W/mK) voor maximale warmteverspreiding. MTR-testrapporten (Mill Test Report) zijn op aanvraag verkrijgbaar.
Mogelijkheden Ontwikkeld voor Thermische Dichtheid en Volume
Een universeel koellichaam bestaat niet. Er bestaat alleen een optimaal ontwerp dat is ontworpen voor uw specifieke ΔT, beschikbare luchtstroom en beoogde kosten per eenheid. ShincoFab biedt het volledige spectrum van fabricagetechnologieën om uw thermische budget in balans te brengen met uw productiebudget.
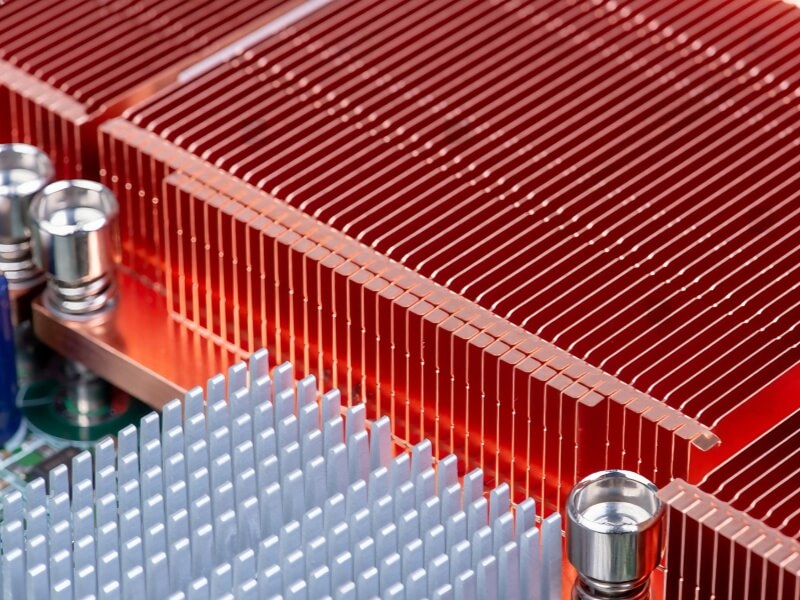
Afgeschermde vinnen voor toepassingen met hoge dichtheid
Nul-interfacethermische weerstand voor hoge warmtelasten.
In tegenstelling tot gelijmde vinnen, worden de vinnen rechtstreeks uit een massief blok aluminium of koper. Dit elimineert de thermische barrière van bindmiddelen of soldeer en biedt het zuiverste thermische pad van de basis naar de vin.
- De Eng. Voordeel: Realiseert beeldverhoudingen tot 50:1 met een lamellendikte zo laag als 0,25 mm. Levert maximaal oppervlak in kleine ruimtes.
- Geschikt voor: Koelplaten voor vloeistofkoeling, 1U/2U serverchassis en krachtige IGBT-koeling.
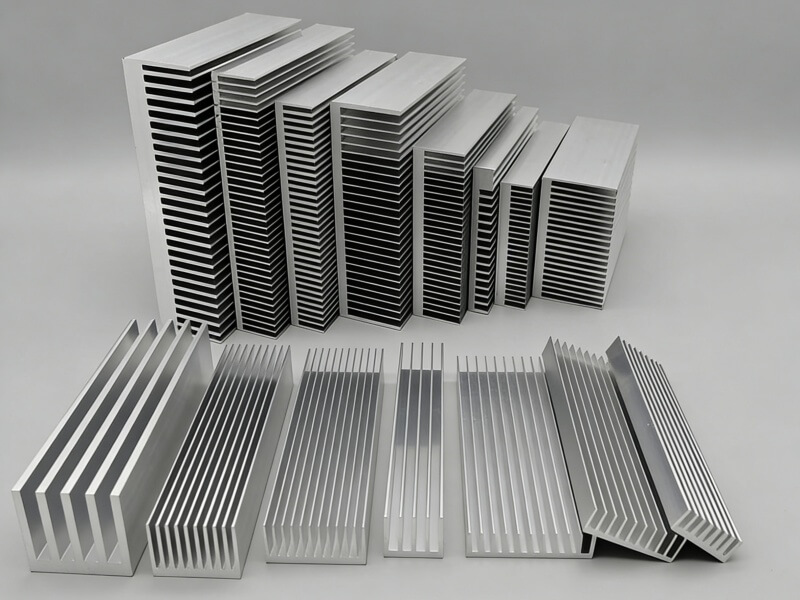
Aluminium extrusie op maat voor hoog volume efficiëntie
Het economische werkpaard voor gemiddelde thermische belasting.
Voor lineaire profielen waarbij de kosten per eenheid de belangrijkste drijfveer zijn, blijft extrusie onverslaanbaar. We ontwerpen en snijden matrijzen op maat om de luchtstroomkenmerken te optimaliseren binnen de standaard productiebeperkingen.
- De Eng. Voordeel: Laagste kosten per eenheid (CPU) op schaal. We ondersteunen complexe doorsneden en secundaire CNC-bewerking voor montagefuncties.
- Geschikt voor: Industriële voedingen, LED-verlichtingsarmaturen en structurele elektronische behuizingen.
Koudsmeden en spuitgieten voor complexe 3D-geometrieën
Structurele integriteit en thermische geleidbaarheid.
Als je een omnidirectionele luchtstroom (pinfins) of integratie van de behuizing nodig hebt.
- Koud smeden (de thermische keuze): Vormen onder hoge druk bij kamertemperatuur verhoogt de materiaaldichtheid, wat resulteert in een hogere thermische geleidbaarheid dan bij spuitgieten. Ideaal voor pin-fin arrays die natuurlijke convectie maximaliseren.
- Spuitgieten (de structurele keuze): Het beste voor complexe netvormen, afdekkingen en behuizingen waarbij het koellichaam ook dient als structureel onderdeel.
- Geschikt voor: Koplampen voor auto's (Gieten), LED downlights (Smeden).


Heat Pipes en dampkamers voor extreme warmtestromen
Lokale hotspots elimineren met tweefasige koeling
Wanneer de dichtheid van de warmtebron (W/cm²) groter is dan het spreidend vermogen van massief metaal, integreren we tweefasige apparaten.
- De Eng. Voordeel: Effectieve thermische geleidbaarheid >5.000 W/mK. Verspreidt de warmte van een geconcentreerde matrijsbron snel over het volledige lamellengebied van het koellichaam, waardoor plaatselijke hotspots worden geëlimineerd.
- Geschikt voor: CPU's/GPU's met hoog TDP, telecommunicatiebasisstations en compacte ASIC's.
We controleren de fysica voordat u zich vastlegt op de gereedschapskosten
De duurste manier om een koellichaam te testen is door het te bouwen, te installeren en toe te kijken hoe het systeem oververhit raakt. Wij voorkomen dat. We fungeren als een verlengstuk van uw thermische engineeringteam en valideren uw concept digitaal en fysiek voordat de serieproductie begint.

CFD-simulatie
Gok niet naar de luchtstroom. Visualiseer het.
Met behulp van industriestandaard Ansys Icepak en SolidWorks stromingssimulatie, analyseren we uw 3D-model onder reële omstandigheden.
- De uitvoer: We identificeren zones met een hoge drukval (ΔP), problemen met de bypass van de luchtstroom en voorspellen de temperaturen van de juncties (Tj) met hoge nauwkeurigheid.
- De waarde: We vangen thermische knelpunten op voor metaal wordt gesneden, waardoor je weken van ontwerp iteratie lussen bespaart.

DFM-overzicht
Ontwerp voor fabricage = ontwerp voor winst.
Onze ingenieurs beoordelen uw CAD-bestanden niet alleen op haalbaarheid, maar ook op kostenefficiëntie.
- De uitvoer: We stellen specifieke aanpassingen voor, zoals het versoepelen van niet-kritische toleranties, het aanpassen van de vinafstand voor een langere levensduur van het gereedschap of het toevoegen van ontwerphoeken voor het gieten, zonder de thermische prestaties in gevaar te brengen.
- De waarde: Vermindert vaak de kosten per eenheid door 15-20% en vereenvoudigt de overgang van prototype naar massaproductie.

Snelle prototypes in 3-5 dagen
Test met echte materialen, niet met plastic.
Een 3D-geprint SLA-model kan de pasvorm controleren, maar niet de thermiek.
- De uitvoer: We leveren functionele prototypes die CNC-bewerkt zijn uit massieve blokken Al 6063 of Cu 1100.
- De waarde: U krijgt fysieke validatie van thermische prestaties en mechanische pasvorm binnen een week. Voor deze fase is geen investering in gereedschap nodig.
Technische specificaties
We houden ons strikt aan de ASTM- en ISO-materiaalnormen. Hieronder staan de basisspecificaties voor onze meest voorkomende koellichaamlegeringen en oppervlaktebehandelingen. Aangepaste legeringen (bijv. Al 6005, Cu 1020) zijn op aanvraag verkrijgbaar.
Standaard Technische Specificaties: Materialen en afwerkingen
We houden ons strikt aan de ASTM- en ISO-materiaalnormen. Hieronder staan de basisspecificaties voor onze meest voorkomende koellichaamlegeringen en oppervlaktebehandelingen. Aangepaste legeringen (bijv. Al 6005, Cu 1020) zijn op aanvraag verkrijgbaar.
| Legering | Warmtegeleidingsvermogen (k) | Belangrijkste technische kenmerk | Beste toepassing |
|---|---|---|---|
| Al 6063-T5 | ~201 W/m-K | De Extrusie Standaard. Uitstekende kwaliteit van oppervlakteafwerking en anodiseerrespons. | Grote volumes geëxtrudeerde profielen; algemene elektronicakoeling. |
| Al 6061-T6 | ~167 W/m-K | Hoge structurele sterkte. Lagere geleidbaarheid dan 6063, maar aanzienlijk hogere vloeigrens. | Machinaal bewerkte structurele onderdelen; in het chassis geïntegreerde koellichamen. |
| Cu C11000 | ~390 W/m-K | Elektrolytische Taaie Pitch (ETP). 99,9% zuiver koper voor maximale warmteoverdracht. | IGBT's met hoge flux; afgeschuinde vinnen met hoge prestaties; hittespreiders. |
Oppervlaktebehandelingen: Emissiviteit en geleidbaarheid in evenwicht brengen
Zwart Anodiseren (Type II / Type III)
- Natuurkunde: Verhoogt de emissiviteit van het oppervlak (ϵ) van ~0,05 (kaal Al) tot >0,8, waardoor de stralingswarmteafvoer bij natuurlijke convectie aanzienlijk verbetert.
- Elektrisch: Creëert een niet-geleidende keramische laag. Hoge diëlektrische sterkte.
- Duurzaamheid: Type III (Hard Coat) biedt extreme slijtvastheid passend bij industriële omgevingen.

Elektrolytisch vernikkelen
- Primair gebruik: Essentieel voor koperen koellichamen om oxidatie (aanslag) te voorkomen zonder de thermische geleiding effectief te verminderen.
- Montage: Maakt soldeerbaar. Essentieel als je van plan bent heat pipes of dampkamers direct op de basis te solderen.

Chromaatconversie (alodine/helder iridiet)
- Primair gebruik: Biedt bescherming tegen corrosie terwijl behoud van elektrische geleidbaarheid.
- Geschikt voor: EMI/RFI afschermingstoepassingen waarbij het koellichaam elektrisch moet worden geaard aan het chassis.
Kwaliteitscontrole en inspectie
Bij thermisch beheer met hoge stroom is een afwijking van 0,05 mm in vlakheid geen “tolerantie”, maar een fout. We werken volgens strikte ISO 9001:2015-protocollen om ervoor te zorgen dat het onderdeel dat u ontvangt overeenkomt met de PDF die u hebt goedgekeurd.
Traceerbaarheid van materiaal
Geen mysterieus metaal.
Wij garanderen de chemische integriteit van uw koellichamen.
- De standaard: Elke zending bevat uitgebreide Rapporten over molentests (MTR) met verwijzing naar ASTM B221 (aluminium) of ASTM B152 (koper).
- Het bewijs: U ontvangt documentatie die de chemische samenstelling en mechanische eigenschappen controleert. Wij zorgen ervoor dat uw “6063-T5” echt is en niet uit schroot bestaat.


Dimensionale metrologie
GD&T-verificatie voor kritische passingen.
We vertrouwen niet op schuifmaten voor complexe geometrieën.
- De apparatuur: Gebruik van hoge precisie CMM (coördinatenmeetmachines), brengen we critical-to-function (CTF)-kenmerken in kaart.
- De uitvoer: Geautomatiseerde inspectierapporten verifiëren de posities van de gaten, de werkelijke positie en nog belangrijker, basisvlakheid/coplanariteit voor een optimale TIM-interface.
100% Functioneel testen
Voor vloeibare koudgewalste platen en heatpipes.
Statistische bemonstering (AQL) is acceptabel voor vinnen, maar onacceptabel voor vloeistoflussen.
- Het protocol: 100% Heliumlektest voor alle vloeistofkoelplaten en dampkamers om microscopische lekken op te sporen.
- Thermische audits: Steekproefsgewijs testen van de thermische prestaties (ΔT vs Q) om de efficiëntie van de heat pipe te valideren voordat deze definitief wordt verpakt.
Laat een thermisch ingenieur uw CAD bekijken voordat u werktuigkosten maakt
Gok niet naar de lamellendichtheid of materiaalselectie. Upload uw 3D-modellen (STEP/IGES) voor een gratis Design for Manufacturing (DFM) beoordeling. Wij evalueren uw ruimtelijke beperkingen, identificeren mogelijke thermische knelpunten en doen binnen 24 uur een voorstel voor de meest kosteneffectieve fabricagemethode.
Veelgestelde vragen
Duidelijke antwoorden over bestandsbeveiliging, standaard doorlooptijden en haalbaarheid van productie. Lees dit voordat je je CAD uploadt.
Wat zijn de dimensionale limieten voor jullie Skived Fin-proces?
We verleggen de grenzen van de hoogte-breedteverhouding. Terwijl standaard snijden stopt bij 25:1, bereiken onze precisiemachines verhoudingen tot wel 50:1. We kunnen vinnen produceren zo dun als 0,2 mm met zo'n kleine tussenruimte als 0,5 mm. Deze dichtheid is onmogelijk bij extrusie en zorgt voor een maximaal oppervlak in beperkte Z-hoogtes.
Kunnen jullie hybride koellichamen maken (bijvoorbeeld koperen vinnen op aluminium basis)?
Ja. Dit is een veelgebruikte strategie om gewicht en thermische prestaties in balans te brengen. We gebruiken Wrijvingsroerlassen (FSW) voor een metallurgische verbinding die superieure structurele sterkte en bijna geen thermische weerstand biedt in vergelijking met epoxies. We bieden ook Gesoldeerd assemblages voor integratie van heatpipes.
Wat is jullie standaard doorlooptijd voor prototypes vs. productie?
Snelheid is cruciaal.
- Soft Tooling / CNC-prototypes: Verzonden in 3-5 werkdagen.
- Hard gereedschap (extrusiematrijzen/gietvormen): Typisch 10-15 werkdagen voor T1-monsters.
- Massaproductie: 2-3 weken, afhankelijk van volume en oppervlaktebehandeling.
Hoe ga je om met intellectueel eigendom (IE) en bestandsbeveiliging?
We werken dagelijks met klanten uit de defensie- en automobielsector. We ondertekenen graag uw NDA (geheimhoudingsovereenkomst) voordat u bestanden uploadt. Uw gegevens worden opgeslagen op beveiligde servers met toegangscontrole.
Welke bestandsformaten hebt u nodig voor een DFM-review en Offerte?
Voor de meest nauwkeurige DFM-feedback moet je 3D-bestanden aanleveren in STEP (.stp), IGES (.igs) of ParaSolid (.x_t).. Voeg ook een 2D PDF-tekening bij waarop de kritische toleranties, het type schroefdraad en de vereisten voor de oppervlakteafwerking staan vermeld.
Dien uw ontwerp in voor een gratis DFM-beoordeling en offerte
Upload uw CAD-bestanden. Ons thermisch ingenieursteam zal uw geometrieën beoordelen op maakbaarheid, mogelijkheden voor kostenbesparing identificeren en een uitgebreide offerte binnen 24 uur.