ABS 3D Printing Service
ShincoFab produceert onderdelen van Acrylonitril Butadieen Styreen (ABS) met hoge sterkte met behulp van Stratasys Fortus systemen met gesloten kamers. Bereik herhaalbare toleranties van ±0,005” (0,127 mm) met geoptimaliseerde Z-as laaghechting. 100% echte ABS, geen goedkope mengsels. AS9100 en ISO 9001 gecertificeerd.
Industriële kamers vs. desktop bedden
Als u ooit een ABS 3D-geprint onderdeel hebt ontvangen dat opkrulde in de hoeken of splitste langs de laaglijnen, dan is het waarschijnlijk geproduceerd op een desktopmachine met een verwarmd bed. ABS heeft een hoge thermische uitzettingscoëfficiënt. Wanneer de onderste lagen worden verwarmd, maar de bovenste lagen snel afkoelen op kamertemperatuur, treedt ongelijkmatige krimp op. Het resultaat? Kromtrekken, maatafwijkingen en een zwakke laaghechting.
Op ShincoFabonze FDM ABS printen proces elimineert deze fundamentele fout.
Al onze ABS onderdelen worden geproduceerd op Stratasys Fortus en F900 systemen uitgerust met volledig afgesloten, actief verwarmde bouwkamers.
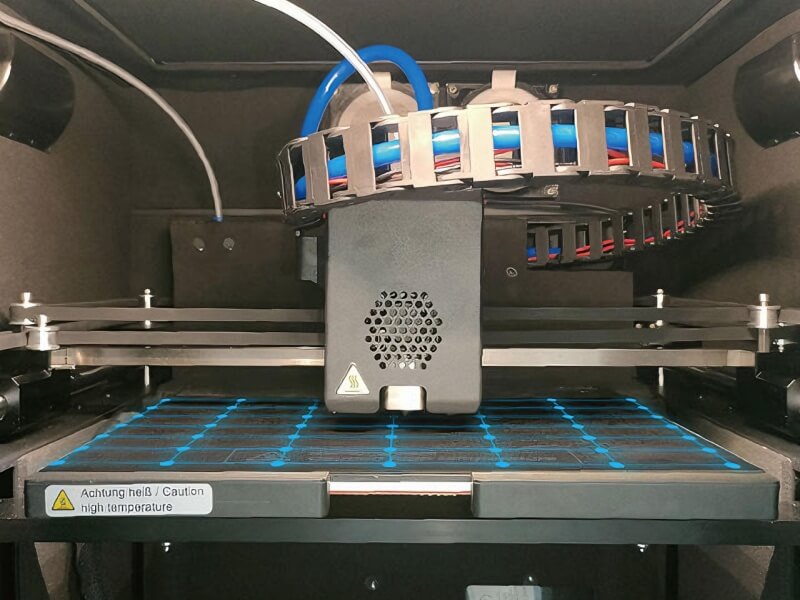
Constante bouwomgeving van 90°C
Door de hele bouwomgeving op ongeveer 90°C (net onder de glasovergangstemperatuur van ABS) te houden, elimineren we interne restspanningen. Dit voorkomt omkrullen, zelfs bij grote, vlakke geometrieën.

Maximale Z-as kracht
Gelijkmatige thermische controle voorkomt snelle afkoeling. Hierdoor kunnen de polymeerketens zich goed verstrengelen over de extrusielijnen, waardoor de Z-as hechting van de lagen drastisch verbetert en delaminatie onder mechanische belasting wordt voorkomen.

Voorspelbare dimensionale nauwkeurigheid
Gecontroleerde koeling van de eerste laag tot de toplaag zorgt ervoor dat uw onderdelen de juiste temperatuur behouden. ±0,005” (0,127 mm) tolerantie consistent, ongeacht de producthoogte of het volume.
Echte thermoplastische ABS vs. ABS-achtige harsen
Veel providers misleiden klanten door ABS-achtige SLA hars 3D printmaterialen wanneer ABS wordt gevraagd. Hoewel SLA-onderdelen er glad uitzien, degraderen ze onder UV-licht en worden ze na verloop van tijd broos. We spelen geen woordspelletjes. We gebruiken 100% echte, productiekwaliteit ABS-garen. Onze onderdelen kunnen worden getapt, geboord, geschuurd, chemisch glad gemaakt en onderworpen aan echte mechanische testen zonder te versplinteren.
Als je ABS specificeert, krijg je de werkelijke thermoplastisch polymeer ontworpen voor uw exacte functionele vereisten.
Matrix materiaalselectie
| Materiaalklasse | Treksterkte | Belangrijkste kenmerken | Ideale industriële toepassingen |
|---|---|---|---|
| Standaard ABS (M30) | 36 MPa (5.200 psi) | Hoge slagvastheid. Evenwicht tussen sterkte, taaiheid en duurzaamheid. | Functionele prototypes, snap-fit onderdelen, testen van consumptiegoederen. |
| ABS-ESD7 | 35 MPa (5.000 psi) | Statisch-afstotend (Oppervlakteweerstand: 10⁴ - 10⁹ ohm). Voorkomt statische opbouw. | Elektronische behuizingen, printplaatassemblagestukken, geautomatiseerde hanteringsmallen. |
| ABS-M30i | 36 MPa (5.200 psi) | Biocompatibel en steriliseerbaar (Gamma of EtO). Voldoet aan ISO 10993 USP klasse VI. | Chirurgische boorgeleiders, prototypes van medische apparaten, farmaceutische verpakkingen. |
| ABS-CF10 | 43 MPa (6.200 psi) | Doordrenkt met 10% gehakte koolstofvezel. 50% grotere stijfheid dan standaard ABS. | End-Of-Arm Tooling (EOAT), productiehulpmiddelen, beugels voor hoge belasting. |
ABS materiaalgegevens productie
Getallen zijn belangrijk. De onderstaande gegevens hebben betrekking op standaard Stratasys ABS-M30 gedrukt op industriële Fortus systemen. Dit zijn geen theoretische laboratoriumresultaten van spuitgegoten monsters; dit zijn realistische, as-printed meetgegevens waarop u kunt vertrouwen om functionele ABS onderdelen produceren en duurzame prototypes.
Tabel met technische specificaties
| Eigenschap (ASTM-norm) | Gecorrigeerde waarde (Metrisch / Imperiaal) | Waarom het belangrijk is voor uw toepassing |
|---|---|---|
| Treksterkte, opbrengst (D638) | ~28-31 MPa (4.100-4.500 psi), richtingsafhankelijk | Bepaalt de belasting die een onderdeel kan dragen voordat het permanent vervormt; belangrijk voor snap-fits, clips en belaste beugels. |
| Trekmodulus (D638) | ~2.400 MPa (348.000-350.000 psi) | Meet stijfheid; nuttig voor structurele beugels, mallen en bevestigingen onder voortdurende spanning. |
| Warmteafbuigingstemperatuur (HDT) @ 66 psi (D648) | 96°C (204°F) | Geeft aan hoe goed het onderdeel zijn vorm behoudt bij hitte in serviceomgevingen. |
| Slagvastheid, Izod ingekeept (D256) | ~139 J/m (2,6 ft-lb/in) | Weerstand tegen plotselinge schokken bij spanningsconcentratoren zoals hoeken, sleuven en inkepingen. |
Technische realiteitscontrole
FDM ABS Anisotropie
Net als alle FDM-processen vertonen onze ABS onderdelen anisotropie (directionele eigenschappen). Terwijl we de laaghechting optimaliseren met verwarmde kamers, De treksterkte op de Z-as is gewoonlijk ~70% van de X-Y sterkte..
Hoe we dit risico voor u beperken:
Als uw onderdeel aanzienlijke mechanische belastingen moet dragen, informeer ons dan tijdens de offertefase. Onze DFM-ingenieurs zullen de bouwrichting strategisch oriënteren (bijvoorbeeld door kritieke spanningspunten parallel aan het X-Y-vlak te plaatsen) of ontwerpaanpassingen voorstellen (zoals het toevoegen van fillets of ribben) om de structurele integriteit te garanderen. voordat we het bouwproces starten
Oppervlakteafwerkingen en nabewerking
Omdat we industriële FDM technologie gebruiken om echte thermoplasten te extruderen, zullen onze geprinte ABS onderdelen zichtbare laaglijnen vertonen. Dit is het kenmerk van een structureel goede FDM constructie. We bieden echter uitgebreide nabewerkingsoplossingen, afhankelijk van of uw project ruwe mechanische prestaties of een spuitgegoten esthetiek vereist.

Standaard zoals afgedrukt Afwerking
- Uiterlijk: Matte afwerking met duidelijke, uniforme laaglijnen (meestal opgebouwd met een laaghoogte van 200 micron / 0,007”).
- Geschikt voor: Interne structurele componenten, beugels, mallen, opspansystemen en prototypes voor snelle pasvormtests waarbij esthetiek ondergeschikt is aan snelheid en kosten.
- We schuren of veranderen de standaardafwerking niet, tenzij op verzoek, zodat de maatnauwkeurigheid precies zo blijft als gemodelleerd.

Damp gladmaken
- Het proces: We gebruiken gecontroleerde chemische dampafvlakking (blootstelling aan aceton) om de buitenste oppervlaktelaag voorzichtig te smelten en te versmelten.
- Het resultaat: Een glanzende, spuitgegoten afwerking die zichtbare laaglijnen elimineert. Nog belangrijker is dat dit proces de microscopische poriën tussen de lagen afdicht, waardoor het onderdeel waterbestendig en gemakkelijker schoon te maken is.
- Geschikt voor: Prototypes voor consumenten, presentatiemodellen of toepassingen met vloeistofverwerking waarvoor een afgedicht oppervlak nodig is.

Bewerking na afdrukken
- Het voordeel van echte ABS: In tegenstelling tot brosse PLA of lichthardende harsen die versplinteren onder het bewerken, laat onze echte thermoplastische ABS zich prachtig bewerken.
- Mogelijkheden: We boren routinematig na het afdrukken, tappen (functionele metalen draden/inserts toevoegen), frezen vlakke pasvlakken en schuren met de hand.
- Geschikt voor: Complexe assemblages, duurzame behuizingen waarvoor hardware moet worden geïnstalleerd en interfaces met nauwe toleranties.
FDM ABS ontwerprichtlijnen (DFM)
Om ervoor te zorgen dat uw onderdelen aan de functionele eisen voldoen en onze standaard tolerantie van ±0,005” (0,127 mm) aanhouden, moeten bepaalde ontwerpregels worden nageleefd. Hoewel we een gratis DFM-analyse uitvoeren op elk geüpload bestand, zal het naleven van deze parameters uw 24-uurs doorlooptijd versnellen en kostbare printfouten voorkomen.

Maximaal bouwvolume
Onze Stratasys F900 systemen hebben een uitgebreid bouwbereik van 914 x 610 x 914 mm (36 x 24 x 36 inch). We kunnen grote panelen, mallen en behuizingen uit één stuk produceren, waardoor er geen zwakke lijmverbindingen nodig zijn.

Minimale wanddikte
- Standaard aanbevolen: 1,0 mm (0,040”). Dit zorgt voor voldoende interne vulling voor structurele integriteit.
- Absoluut minimum: 0,8 mm (0,031”). Bij dunnere wanden bestaat het risico op delaminatie of mislukking tijdens het printproces. Voor wanden onder 0,8 mm kun je onze SLA- of SLS-services overwegen.

Gaten en cilinders (rekening houden met Z-as)
- FDM maakt gaten door materiaal in cirkels aan te brengen. Door materiaalweerstand hebben verticale gaten de neiging om iets ondermaats te printen.
- Beste praktijk: Ontwerp gaten met een opzettelijke ondermaat van ~0,1 mm - 0,2 mm en laat ons ze achteraf boren of ruimen tot de exacte eindafmetingen. We raden aan om verticale gaten onder 2,0 mm (0,080”).

Overstekken en ondersteunende structuren
- FDM vereist een fundering. Elke overstekhoek groter dan 45 graden van verticaal zal het genereren van oplosbare of loslatende ondersteunende structuren noodzakelijk zijn.
- De realiteitscontrole: Hoewel we oplosbare steunen gebruiken voor complexe geometrieën (waardoor schonere oppervlakken achterblijven), zullen losbreekbare steunen kleine sporen achterlaten op het parallelle oppervlak. Ontwerp met de oriëntatie “plat naar beneden” in gedachten om het contact van de steun met kritieke cosmetische oppervlakken te minimaliseren.
ABS vs PC vs Nylon PA12
ABS is een werkpaard voor de industrie, maar het is geen wondermiddel. Als u de verkeerde thermoplast voor uw toepassing kiest, leidt dat tot vroegtijdige uitval van onderdelen en verspilling van budgetten. Als u niet zeker weet of ABS de optimale keuze is voor uw functionele vereisten, gebruik dan deze gids om onze drie populairste polymeren van productiekwaliteit te vergelijken.
Vergelijkingsmatrix
| Materiaal | Ideaal gebruik | Waarom je een alternatief zou kunnen kiezen |
|---|---|---|
| ABS (FDM) | Kies ABS als: U hebt een balans nodig van hoge slagvastheid, kosteneffectieve prototyping in grote volumes en uitstekende mogelijkheden voor nabewerking (eenvoudig tappen, lijmen, boren en dampglad maken). Het is de standaard voor het testen van consumptiegoederen en stijve behuizingen. | Vermijden als: Uw onderdeel wordt continu blootgesteld aan temperaturen van meer dan 90 °C (194 °F) of vereist extreme chemische weerstand tegen agressieve oplosmiddelen. |
| Polycarbonaat (PC - FDM) | Kies PC als: U hebt een superieure treksterkte (tot 68 MPa) en een hoge thermische stabiliteit nodig. Met een HDT (Heat Deflection Temperature) van 138°C (280°F) is PC ontworpen voor gereedschap voor onder de motorkap van auto's, buizen met hoge temperaturen en robuuste productiehulpmiddelen. | Vermijden als: Je hebt een strikt budget voor eenvoudige pasvormtests of als het onderdeel uitgebreid handmatig moet worden geschuurd en chemisch moet worden gladgemaakt (PC is aanzienlijk moeilijker te nabewerken dan ABS). |
| Nylon PA12 (SLS) | Kies PA12 als: Uw ontwerp heeft zeer complexe, organische geometrieën, interne kanalen of extreme overhangen. Omdat bij Selective Laser Sintering (SLS) ongesinterd poeder als natuurlijke ondersteuning wordt gebruikt, kunnen we bewegende assemblages en levende scharnieren printen zonder merktekens op de ondersteuning. Het biedt ook een superieure weerstand tegen vermoeiing. | Vermijden als: Je hebt een volledig afgedicht, waterdicht oppervlak uit de printer nodig (SLS Nylon is van nature poreus en moet worden afgedicht), of je hebt de laagst mogelijke kosten nodig voor grote, omvangrijke geometrieën. |
Industriële toepassingen voor FDM ABS
Ingenieurs kopen geen 3D-prints, ze kopen oplossingen voor mechanische problemen. Of u nu een ontwerp moet valideren voordat u een stalen mal van $50.000 snijdt of een brug naar de productie moet inzetten, hier leest u hoe onze ABS 3D printservice voor functionele onderdelen levert tastbare ROI op tijdens de gehele levenscyclus van het product.
Functionele prototypes voor vorm en pasvorm
- De uitdaging: SLA-harsen zien er geweldig uit maar versplinteren onder buigbelasting. Je kunt een levend scharnier of een klikmechanisme niet testen met brosse materialen.
- De ABS-oplossing: Onze echte thermoplastische ABS bootst de taaiheid en breukrek van spuitgegoten kunststoffen na. We printen regelmatig behuizingen voor consumentenelektronica die strenge, herhaalde snap-fit tests kunnen overleven zonder catastrofale defecten.
- Het resultaat: U kunt met een gerust hart het CAD-ontwerp goedkeuren voor dure spuitgietgereedschappen, waardoor het risico van dure nabewerkingen na het gieten wegvalt.


Niet-marrende mallen voor klasse A oppervlakken
- De uitdaging: CNC-bewerkt aluminium montage Armaturen zijn duur, zwaar en maken vaak krassen op geverfde of geanodiseerde eindproducten aan de lopende band.
- De ABS-oplossing: ABS is structureel stijf genoeg om tijdens de assemblage strakke toleranties aan te houden, maar toch aanzienlijk zachter dan metaal. We printen complexe, op maat gemaakte geometrieën die uw product perfect omsluiten zonder het A-oppervlak te beschadigen.
- Het resultaat: Lagere uitvalpercentages op de assemblagelijn en 70% lagere opspankosten in vergelijking met traditionele CNC-bewerking.
Laag-volume brugproductie voor onderdelen voor eindgebruik
- De uitdaging: U hebt onmiddellijk 50 tot 500 stuks van een sensorbehuizing nodig. Traditionele productie is te langzaam en standaard 3D-printfilamenten (zoals PLA of PETG) trekken krom bij industriële bedrijfstemperaturen.
- De ABS-oplossing: Met een HDT (Heat Deflection Temperature) van 96°C werken onze Fortus-geprinte ABS onderdelen betrouwbaar in continue omgevingen van 80°C. Ze zullen niet degraderen in een heet auto-interieur of in schakelkasten van zware machines.
- Het resultaat: U omzeilt de wachttijd van 8 weken voor spuitgieten en brengt duurzame, hittebestendige onderdelen voor eindgebruik binnen enkele dagen op de markt.

Stop met twijfelen aan uw ontwerp. Ontvang direct een offerte en een gratis DFM-beoordeling.
Upload uw 3D-model (STEP of STL) naar ons beveiligde, NDA-beschermde portaal en ontvang direct een offerte. U krijgt niet alleen een prijs. Ons systeem en onze ingenieurs analyseren onmiddellijk uw geometrie voor optimale bouworiëntatie, risico's op wanddikte en mogelijke ondersteunende getuigenmerken. Geen kosten. Geen verplichting.
Veelgestelde vragen
Wij geloven in volledige transparantie. Hier zijn de directe antwoorden op de meest voorkomende technische vragen die we krijgen van werktuigbouwkundigen en inkoopteams die onze ABS FDM services evalueren.
Is je ABS-materiaal compatibel met het gladmaken met acetondamp?
Ja. Omdat we 100% zuivere, thermoplastische ABS (geen goedkope mengsels, PLA of PETG) gebruiken, reageren onze onderdelen zeer voorspelbaar op chemisch gladstrijken met damp. Het acetonproces smelt en versmelt effectief de buitenkant, elimineert zichtbare laaglijnen, dicht microporiën af en zorgt voor een glanzende, waterbestendige afwerking die het spuitgieten nabootst.
Hoe sterk is FDM ABS in vergelijking met traditioneel spuitgegoten ABS?
We beloven nooit te veel. Vanwege de fundamentele aard van laag-voor-laag FDM extrusie, zal een geprint ABS onderdeel meestal het volgende behouden ruwweg 80% van de treksterkte van een massief, spuitgegoten equivalent. Dit komt voornamelijk door de Z-as anisotropie. FDM ABS is ideaal voor functionele prototypes, pasvormtests en opspansystemen met lage spanning. Maar als uw toepassing vraagt om 100% isotrope sterkte of je schaalt op naar grote volumes, dan is traditioneel spuitgieten de noodzakelijke volgende stap. We raden je ten zeerste aan om onze FDM onderdelen te gebruiken om je CAD ontwerp grondig te valideren voordat je investeert in die dure stalen tooling.
Ik upload eigen CAD-modellen. Hoe garandeert u de IP-beveiliging?
Uw intellectuele eigendom is uw levensbloed. Ons offerteportaal is end-to-end versleuteld. Belangrijker nog, we bieden een geautomatiseerde, wettelijk bindende Geheimhoudingsovereenkomst (NDA) die je met één klik kunt uitvoeren nog voordat je je STEP- of STL-bestanden hebt geüpload. We besteden uw ITAR-gevoelige of bedrijfseigen ontwerpen nooit uit aan niet-geverifieerde tussenhandelaars.
Spreek rechtstreeks met een productie-ingenieur
Terwijl onze onmiddellijke prijsopgave Portal handelt standaard verzoeken 24/7 af, complexe assemblages vereisen menselijke expertise. Voordat u plaats uw bestelling voor ABS 3D afdrukken, Als uw project ITAR-beperkingen, aangepaste testvereisten of grote aantallen algemene PO's met zich meebrengt, sla dan het geautomatiseerde systeem over. Spreek rechtstreeks met de technici die uw productie op de werkvloer beheren.