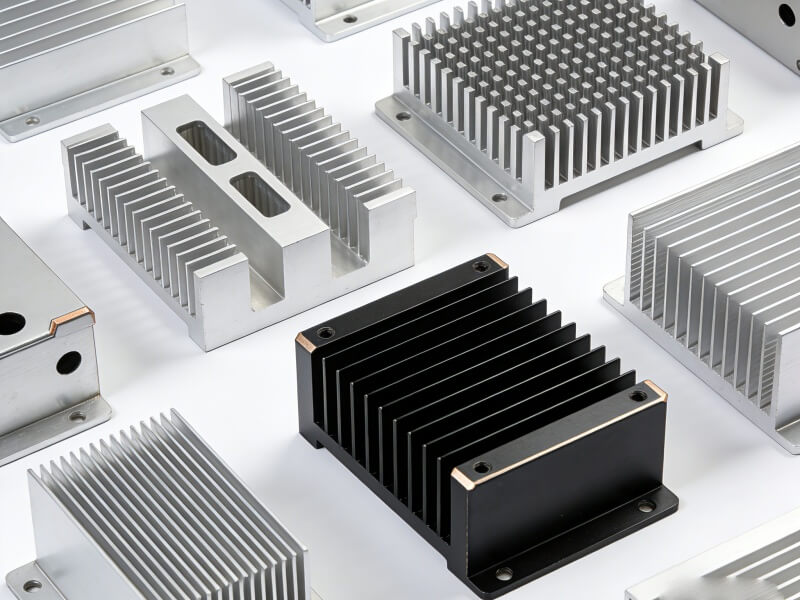
カスタムヒートシンク お客様の熱予算($/W)と寸法制約を満たすように設計された精密アルミニウムと銅のソリューション。ラピッドプロトタイピングから大量生産まで。. お問い合わせ 標準的なヒートシンクが熱性能のボトルネックになる場合 一般的な押し出しプロファイルは大量生産の法則に従うものであり、特定の熱力学の法則に従うものではありません。EVインバーター(IGBT)、ハイパースケールAIコンピューティング、高輝度LEDなど、現代の高電力密度アプリケーションには、標準的なフィン比率では不十分です。.シンコーファブ カタログ部品の限界を超えましょう。当社のカスタム製造プロセスでは、より高いアスペクト比(最大50:1)、最適化されたフィン密度、およびお客様の厳格な空間エンベロープ内で熱抵抗(θsa)を最小化するように設計された複雑な形状が可能です。. クリティカル・ベース・フラットネス 我々は、ベースの平坦度を以下のようにコントロールする。 0.002mm/mm. .なぜこれが重要なのか?より平坦なベースは、サーマルインターフェイス材(TIM)のボンドラインの厚みを減らすからです。TIMの厚さを最小化することは、接合部温度(ΔTj)を低下させ、部品からヒートシンクへの熱伝達を最大化する最も速い方法です。. 精密CNC加工 取り付けの特徴や複雑なインターフェイスについては、以下の公差を確保しています。 ±0.01mm. .これにより、チップ、ヒートスプレッダ、リキッドコールドプレートとの完璧な嵌合が保証され、熱性能を低下させるエアギャップがなくなります。. 認定材料導電率 合金を推測することはありません。当社では、最適な押出性能を実現するために認証済みのAl 6063-T5(熱伝導率>200 W/mK)を使用し、最大限の熱拡散を実現するために高純度C11000銅(>390 W/mK)を使用しています。ご要望に応じて、ミル試験報告書(MTR)をご提供いたします。. 熱密度と体積のために設計された能力 普遍的なヒートシンクは存在しません。あるのは、特定のΔT、利用可能なエアフロー、目標単価のために設計された最適な設計だけです。ShincoFabは、お客様の熱予算と生産予算のバランスを取るために、あらゆる加工技術を提供します。. 高密度アプリケーション用フィン 高熱負荷に対する界面熱抵抗ゼロ。.ボンデッド・フィンとは異なり、スカイビングは固体のブロックから直接フィンを削り出す。 アルミニウム または銅。これにより、接合剤やはんだによる熱障壁がなくなり、ベースからフィンへの最も純粋な熱経路が提供されます。.The Eng.アドバンテージ 最大アスペクト比を実現 50:1 フィンの厚さは 0.25mm. .限られたスペースで最大の表面積を実現。.最適: 液冷コールドプレート、1U/2Uサーバーシャーシ、高性能IGBT冷却。. お問い合わせ 大量生産効率のためのカスタムアルミニウム押出成形 中程度の熱負荷に対応する経済的な主力製品。.単価が第一の原動力となるリニアプロファイルの場合、押出成形は依然として他の追随を許しません。当社では、標準的な製造制約の範囲内で気流特性を最適化するカスタムダイを設計・切断します。.The Eng.アドバンテージ 最小単位当たりコスト(CPU)。複雑な断面や、取り付けのための二次的なCNC機械加工をサポートします。.最適: 産業用電源、LED照明器具、構造用電子筐体。. お問い合わせ 複雑な3D形状のための冷間鍛造とダイカスト 構造的完全性と熱伝導性の融合。.全方位エアフロー(ピンフィン)やハウジングとの一体化が必要な場合。.冷間鍛造(熱の選択): 室温での高圧成形は、材料密度を高め、ダイカストよりも高い熱伝導率をもたらします。自然対流を最大限に利用するピンフィンアレイに最適。.ダイカスト(構造上の選択): ヒートシンクが構造部品を兼ねるような複雑なネットシェイプ、カバー、ハウジングに最適。.最適: 自動車用ヘッドランプ(鋳造)、LEDダウンライト(鍛造)。. お問い合わせ 極端な熱流束に対応するヒートパイプとベーパーチャンバー 二相冷却による局所的なホットスポットの排除熱源密度(W/cm²)が固体金属の拡散能力を超える場合は、二相デバイスを統合する。.The Eng.アドバンテージ 有効熱伝導率 >5,000 W/mK. .集中したダイソースからの熱をヒートシンクのフィン面積全体に素早く拡散し、局所的なホットスポットを排除します。.最適: 高TDPのCPU/GPU、通信基地局、小型ASIC。. お問い合わせ 金型費用にコミットする前に、物理的な検証を行います。 ヒートシンクをテストする最も高価な方法は、ヒートシンクを作り、取り付け、システムがオーバーヒートするのを見ることです。私たちはそれを防ぎます。当社は、お客様の熱工学チームの延長として、量産開始前にデジタルおよび物理的にコンセプトを検証します。. CFDシミュレーション 気流を推測するな。可視化せよ。.業界標準の アンシス・アイセパック そして SolidWorksフローシミュレーション, 私たちは、お客様の3Dモデルを実環境下で解析します。.アウトプットだ: 高圧力降下ゾーン(ΔP)、エアフローバイパスの問題を特定し、接合部温度(Tj)を高精度で予測する。.価値: サーマルボトルネックを克服 以前 金属が切断されるため、設計の反復ループを何週間も省くことができる。. DFMレビュー 製造のためのデザイン=利益のためのデザイン。.当社のエンジニアは、お客様のCADファイルを単に実現可能性だけでなく、費用対効果についても検討します。.アウトプットだ: 熱性能を損なうことなく、非重要公差の緩和、工具寿命のためのフィン間隔の調整、鋳造時の抜き勾配の追加など、具体的な修正を提案します。.価値: 多くの場合、単価は次のように削減される。 15-20% からの移行を簡素化する。 プロトタイプ 大量生産へ. 3~5日でラピッドプロトタイピング プラスチックではなく、本物の素材でテストする。.3DプリントされたSLAモデルはフィット感をチェックすることはできるが、サーマルをチェックすることはできない。.アウトプットだ: Al 6063またはCu 1100のソリッドブロックから直接CNC加工された機能的なプロトタイプをお届けします。.価値: 熱的性能と機械的適合性を物理的に検証することができる。 一週間. .この段階では工具への投資は必要ない。. 技術仕様 ASTMとISOの材料規格を厳守しています。以下は、最も一般的なヒートシンク合金と表面処理の基本仕様です。ご要望に応じて、カスタム合金(例:Al 6005、Cu 1020)も承ります。. 標準技術仕様書材料と仕上げ ASTMとISOの材料規格を厳守しています。以下は、最も一般的なヒートシンク合金と表面処理の基本仕様です。ご要望に応じて、カスタム合金(例:Al 6005、Cu 1020)も承ります。. 合金グレード熱伝導率 (k)主要エンジニアリング特性ベスト・アプリケーション Al 6063-T5 ~201 W/m-K エクストルージョンのスタンダード優れた表面仕上げ品質と陽極酸化反応。. 一般電子機器冷却。. Al 6061-T6 ~167 W/m-K 高い構造強度。導電率は6063より低いが、降伏強度は著しく高い。. 機械加工された構造部品、シャーシ一体型ヒートシンク。. 銅 C11000 ~390 W/m-K 電解タフピッチ(ETP)。99.9%純銅で熱伝導を最大化。. 高フラックスIGBT、高性能スキッドフィン、ヒートスプレッダ。. 表面処理:放射率と導電率のバランス ブラックアルマイト(タイプII / タイプIII) 物理学だ: 表面の放射率(?)を0.05(裸のAl)から0.8以上に高め、自然対流における放射熱放散を大幅に改善。.エレクトリカル: 非導電性セラミック層を形成。高い絶縁耐力。.耐久性がある: タイプIII(ハードコート)は、産業環境に適した極度の耐摩耗性を提供する。. 無電解ニッケルめっき 主な用途 銅製ヒートシンクでは、熱伝導率を効果的に低下させることなく酸化(変色)を防ぐことが重要。.組み立て: はんだ付けが可能。ヒートパイプやベーパーチャンバーをベースに直接はんだ付けする場合は必須。. クロメート変換(アロジン/クリアイリダイト) 主な用途 腐食保護を提供しながら 電気伝導性の維持.最適: ヒートシンクをシャーシに電気的に接地する必要があるEMI/RFIシールド用途。. 品質管理・検査 高フラックスの熱管理では、平坦度の0.05mmの偏差は「公差」ではありません。当社では、ISO 9001:2015の厳格なプロトコルに基づき、お客様のお手元に届く部品がお客様の承認されたPDFと一致していることを保証しています。. 材料のトレーサビリティ ミステリー・メタルはない。.ヒートシンクの化学的完全性を保証します。.ザ・スタンダード すべての出荷には、包括的な ミル・テスト・レポート(MTR) ASTM B221(アルミニウム)またはASTM B152(銅)を参照のこと。.その証拠だ: 化学組成と機械的特性を証明する書類をお渡しします。当社は、お客様の「6063-T5」がスクラップベースの再溶解物ではなく、本物であることを保証します。. お問い合わせ 寸法計測 クリティカルフィットのGD&T検証。.複雑な形状の場合、ノギスに頼ることはない。.機材: 高精度を使う CMM(三次元測定機), CTF(クリティカル・トゥ・ファンクション)の特徴をマッピングする。.アウトプットだ: 自動化された検査レポートは、穴の位置、真の位置、そして最も重要なことを検証します、, 底面の平坦度/平坦度 最適なTIMインターフェースを確保する。. お問い合わせ 100% 機能試験 液体コールドプレート&ヒートパイプ用。.統計的サンプリング(AQL)はフィンでは許容できるが、液体ループでは許容できない。.プロトコル 100% ヘリウムリークテスト すべての液体コールドプレートとベーパーチャンバーで、微小な漏れを検出する。.熱監査: 最終パッケージング前にヒートパイプの効率を検証するため、熱性能(ΔT対Q)のランダム・ロット・サンプリングを行う。. お問い合わせ 金型費用にコミットする前に、サーマル・エンジニアにCADをレビューしてもらうフィンの密度や材料の選択について推測する必要はありません。3Dモデル(STEP/IGES)をアップロードして、製造のための設計(DFM)を無料でご確認ください。空間的制約を評価し、潜在的な熱ボトルネックを特定し、24時間以内に最も費用対効果の高い製造方法をお見積もりいたします。. 連絡先 よくある質問 ファイルの安全性、標準リードタイム、製造可能性に関する明確な回答。CADをアップロードする前にお読みください。. スキブド・フィン・プロセスの寸法限界は? 私たちはアスペクト比の限界に挑戦します。標準的なスカイビングが25:1であるのに対し、私たちの精密機械は最大25:1のアスペクト比を実現します。 50:1. .という薄さのフィンを製造することができます。 0.2mm のように狭い間隔で 0.5mm. .この密度は押し出しでは不可能であり、制約のあるZ-heightで最大の表面積を得ることができる。. ハイブリッドヒートシンク(アルミベースに銅製フィンなど)の製造は可能ですか? はい、これは重量と熱性能のバランスをとるための一般的な戦略です。私たちは 摩擦攪拌接合 (FSW) は、エポキシと比較して優れた構造強度とゼロに近い耐熱性を提供する冶金的結合のためのものです。また はんだ付け ヒートパイプ統合用アセンブリ。. 試作品と生産品の標準的なリードタイムはどのくらいですか? スピードが重要だ。.ソフトツーリング / CNCプロトタイプ: で出荷 3-5営業日.硬質金型(押出金型/鋳造金型): 一般的に 10-15営業日 T1サンプルの場合。.大量生産: 量と表面処理により2~3週間。. 知的財産(IP)とファイルのセキュリティはどのように扱っていますか? 私たちは日々、防衛や自動車関連のクライアントと仕事をしています。お客様の NDA(秘密保持契約) ファイルをアップロードする前にお客様のデータは、アクセス制御された安全なサーバーに保存されます。. DFMのレビューと見積もりにはどのようなファイル形式が必要ですか? 最も正確なDFMフィードバックのために、3Dファイルを以下の形式でご提供ください。 STEP(.stp)、IGES(.igs)、またはParaSolid(.x_t). .重要な公差、ねじの種類、表面仕上げの要件を指定した2D PDF図面も添付してください。. 無料DFMレビューと見積もりのためにあなたのデザインを送信します。 CADファイルをアップロードしてください。当社のサーマルエンジニアリングチームが、製造可能な形状を検討し、コスト削減の機会を特定します。 包括的引用 内 24時間. Whatsapp+86 13392819510 住所黄江鎮二街8号1楼、 広東省東莞市 ソーシャル フェイスブック Youtube このフォームを入力するには、ブラウザのJavaScriptを有効にしてください。このフォームを入力するには、ブラウザのJavaScriptを有効にしてください。名称 *電子メール * Eメール メッセージ名 メッセージファイルのアップロード アップロードするファイルをクリックするか、この領域にドラッグします。 3ファイルまでアップロードできます。 メッセージを送る