ABS 3Dプリントサービス
ShincoFabは、クローズドチャンバーのStratasys Fortusシステムを使用して、高強度のアクリロニトリル・ブタジエン・スチレン(ABS)コンポーネントを製造しています。最適化されたZ軸レイヤーの接着により、±0.005インチ(0.127 mm)の再現可能な公差を実現します。100%は、安価なブレンドではなく、本物のABSです。AS9100およびISO9001認証済み。.
産業用チャンバーとデスクトップ・ベッドの比較
ABSで3Dプリントされたパーツの角が丸まったり、レイヤーの線に沿って割れたりしたことがある場合、それはデスクトップマシンで加熱されたベッドを使って製造された可能性が高い。ABSは熱膨張率が高い。下の層が加熱され、上の層が室温で急速に冷えると、不均一な収縮が起こります。その結果は?反り、寸法不良、層間の接着が弱くなる。.
で シンコーファブ私たちの FDM ABS印刷 プロセスはこの根本的な欠陥を解消する。.
当社のABS部品はすべて ストラタシスFortusおよびF900システム 完全に密閉され、積極的に加熱されたビルド・チャンバーを備えている。.
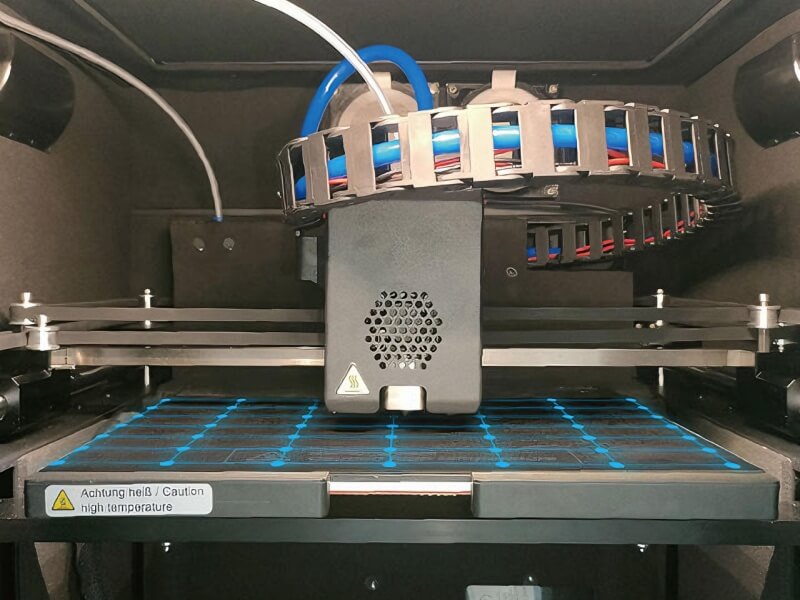
コンスタント 90°C ビルド環境
造形エンベロープ全体を約90℃(ABSのガラス転移温度直下)に維持することで、内部の残留応力を排除します。これにより、大きく平坦な形状でもカールが発生しません。.

Z軸強度の最大化
均一な熱制御により急冷を防止。これにより、ポリマー鎖が押出ラインを横切って適切に絡み合い、Z軸方向の層密着性が飛躍的に向上し、機械的負荷による剥離が防止されます。.

予測可能な寸法精度
最初の層から最上層まで冷却を制御することで、パーツの強度を保ちます。 ±0.005インチ(0.127mm) 部品の高さや体積に関係なく、公差を一定に保ちます。.
本物の熱可塑性ABSとABS類似樹脂の比較
多くのプロバイダーは、顧客に誤解を与えるような提案をしている。 ABSライクなSLA樹脂3Dプリント材料 真のABSが要求される場合。SLAパーツは見た目は滑らかですが、紫外線の下では劣化し、時間の経過とともにもろくなります。私たちは言葉遊びはしません。私たちは100%という本物の生産グレードのABSを使用しています。 ABSフィラメント. .当社の部品は、タップ加工、穴あけ、サンディング、化学的平滑化、実際の機械的試験を粉砕することなく行うことができます。.
ABSを指定すると、実際の 熱可塑性ポリマー お客様の機能要件を正確に満たすように設計されています。.
素材選択マトリックス
| 素材グレード | 引張強度 | 主な特徴 | 理想的な産業用途 |
|---|---|---|---|
| 標準ABS(M30) | 36 MPa (5,200 psi) | 高い耐衝撃性。強度、靭性、耐久性のバランス。. | 機能プロトタイピング、スナップフィット部品、消費財テスト。. |
| ABS-ESD7 | 35 MPa (5,000 psi) | 静電気放散性(表面抵抗:10⁴ - 10⁹Ω)。静電気の蓄積を防ぐ。. | 電子筐体、PCB組立治具、自動ハンドリング治具。. |
| ABS-M30i | 36 MPa (5,200 psi) | 生体適合性があり、滅菌可能(ガンマ線またはEtO)。適合 ISO 10993 USPクラスVI. | 外科用ドリルガイド、医療機器プロトタイピング、医薬品パッケージング。. |
| ABS-CF10 | 43 MPa (6,200 psi) | 10%チョップドカーボンファイバーを使用。. 50%より高い剛性 標準的なABSよりも。. | エンド・オブ・アーム工具(EOAT)、製造補助器具、高負荷ブラケット。. |
生産グレードABS材料データ
数字は重要です。以下のデータは、Stratasysの標準的なABS-M30を産業用Fortusシステムで印刷したものです。これらは、射出成形されたサンプルの理論的な実験結果ではありません。 機能的なABS部品を製造する そして高耐久性のプロトタイプ。.
技術仕様表
| 特性(ASTM規格) | 補正値(メートル/インペリアル) | アプリケーションに重要な理由 |
|---|---|---|
| 引張強さ、降伏 (D638) | ~28~31MPa(4,100~4,500psi)、方向依存性 | スナップフィット、クリップ、負荷のかかるブラケットにとって重要。. |
| 引張弾性率(D638) | ~2,400 MPa (348,000-350,000 psi) | 剛性を測定。継続的な応力がかかる構造用ブラケット、治具、固定具に有効。. |
| 熱偏向温度(HDT)@ 66 psi(D648) | 96°C | 使用環境における熱の下で、部品がどの程度形状を保持するかを示す。. |
| 衝撃強さ、アイゾット・ノッチ(D256) | ~139 J/m (2.6 ft-lb/in) | コーナー、溝、切り欠きなどの応力集中部での急激な衝撃に対する耐性を示す。. |
エンジニアリング・リアリティ・チェック
FDM ABS 異方性
他のFDM工程と同様に、当社のABS部品は次のような特徴があります。 異方性 (方向性)。私たちは、加熱されたチャンバーで層の接着を最適化します、, Z軸の引張強さは通常、X-Y軸の強さの~70%である。.
このリスクを軽減する方法
部品に大きな機械的負荷がかかる場合は、お見積もりの段階でお知らせください。当社のDFMエンジニアは、構造的完全性を確保するために、製造方向を戦略的に方向付ける(例えば、重要な応力点をX-Y平面に平行に配置する)、または設計変更(フィレットやリブの追加など)を提案します。 ビルド・プロセスを開始する前に
表面仕上げと後加工
私たちは、本物の熱可塑性プラスチックを押し出すために工業用FDM技術を利用しているため、私たちの印刷したままのABSパーツには、目に見えるレイヤーラインが表示されます。これは、構造的に健全なFDM造形の特徴です。しかし、お客様のプロジェクトが生の機械的性能を必要とするか、射出成形の美観を必要とするかによって、当社は包括的な後処理ソリューションを提供します。.

標準印刷仕上げ
- 登場: 明確で均一なレイヤーラインを持つマット仕上げ(通常、200ミクロン/0.007インチのレイヤーハイトで作られる)。.
- 最適: 内部構造部品、ブラケット、治具、冶具、迅速なフィッティング・テスト用プロトタイプ。.
- ご要望がない限り、標準的な仕上げにサンディングや加工を施さず、寸法精度をモデル通りに保ちます。.

蒸気スムージング
- そのプロセス 私たちは、コントロールされた化学蒸気スムージング(アセトン暴露)を利用して、外側の表面層を穏やかに溶かして融合させます。.
- 結果 光沢のある射出成型のような仕上がりで、層の線が目立たない。さらに重要なのは、この加工によって層間の微細な孔が密閉されるため、部品が耐水性に優れ、洗浄しやすくなることです。.
- 最適: 消費者向けのプロトタイプ、プレゼンテーションモデル、または密閉された表面を必要とする流体処理アプリケーション。.

ポストプリント加工
- リアルABSの利点: 脆いPLAや金型加工で粉々になる光硬化樹脂とは異なり、当社の本物の熱可塑性ABSは美しく加工できます。.
- 能力: 印刷後の穴あけ、タッピング(機能的な金属ネジ/インサートの追加)、平らな合わせ面のフライス加工、手作業によるサンディングを日常的に行っています。.
- 最適: 複雑なアセンブリ、ハードウェアの取り付けを必要とする耐久性のあるハウジング、厳しい公差の嵌合インターフェース。.
FDM ABS設計ガイドライン(DFM)
お客様の部品が機能要件を満たし、当社の標準公差±0.005インチ(0.127mm)を確保するためには、特定の設計ルールを尊重する必要があります。アップロードされたすべてのファイルに対して無料のDFM解析を行いますが、これらのパラメータを遵守することで、24時間の納期を短縮し、コストのかかる印刷の失敗を防ぐことができます。.

最大ビルド量
StratasysのF900システムは、次のような広い造形領域を備えています。 914×610×914mm(36×24×36インチ). .大型のパネル、治具、ハウジングを一体で生産できるため、弱い接着による接合は必要ありません。.

最小肉厚
- スタンダード推奨: 1.0mm(0.040インチ)。これにより、構造的な完全性のために十分な内部充填が確保されます。.
- 絶対的な最低ライン: 0.8mm(0.031インチ)。これより薄いと、印刷工程で層間剥離や不具合が発生する危険性があります。0.8mm以下の壁については、当社のSLAまたはSLSサービスをご検討ください。.

穴とシリンダー(Z軸の考察)
- FDMは、円形に材料を堆積させることで穴を作ります。材料の抵抗のため、縦長の穴はわずかに小さいサイズで印刷される傾向があります。.
- ベストプラクティス: 0.1mm~0.2mm程度、意図的に穴のサイズを小さく設計し、後加工でドリルまたはリーマ加工を施し、正確な最終寸法に仕上げます。以下の縦穴は、ドリルで加工することをお勧めします。 2.0mm(0.080インチ).

オーバーハングとサポート構造
- FDMには基礎が必要です。張り出し角が 垂直から45度 そのためには、可溶性または離脱性の支持構造を生成する必要がある。.
- リアリティ・チェック 複雑な形状には可溶性サポートを使用しますが(よりきれいな表面を残します)、ブレークアウェイ・サポートを使用すると、相手面にわずかな跡が残ります。重要な化粧面でのサポート接触を最小限にするため、「フラットダウン」方向を念頭に設計してください。.
ABS対PC対ナイロン PA12
ABSは業界の主力製品ですが、銀の弾丸ではありません。用途に合わない熱可塑性樹脂を指定すると、部品の早期故障や予算の浪費につながります。お客様の機能要件にABSが最適かどうか判断に迷う場合は、このガイドを参考に、最も一般的な3種類の生産グレードのポリマーを比較してみてください。.
比較マトリックス
| 素材 | 理想的な使用例 | 代替案を選ぶ理由 |
|---|---|---|
| ABS (FDM) | ABSを選ぶなら 高い衝撃強度、費用対効果の高い大量試作、優れた後加工能力(タップ、接着、ドリル、ベーパー・スムーズ加工が容易)のバランスが求められます。消費財試験や硬質エンクロージャーの標準です。. | こんな人は避けよう: あなたの部品は、90°C(194°F)を超える連続温度にさらされるか、または過酷な溶剤に対する極度の耐薬品性が要求されます。. |
| ポリカーボネート(PC - FDM) | 以下の場合はPCを選択する: 優れた引張強度(最大68MPa)と高い熱安定性が要求されます。熱変形温度 (HDT) が138°C (280°F) であるPCは、アンダーザフード自動車工具、高熱ダクト、および過酷な製造補助用に設計されています。. | こんな人は避けよう: また、手作業による大がかりなサンディングやケミカル・スムージングが必要な場合(PCはABSに比べて後処理が非常に難しい)。. |
| ナイロンPA12(SLS) | 以下の場合はPA12を選択する: お客様のデザインは、非常に複雑で有機的な形状、内部チャネル、または極端なオーバーハングを特徴としています。選択的レーザー焼結(SLS)は未焼結粉末を自然な支持体として使用するため、可動アセンブリやリビングヒンジを、支持体立会いマークゼロで印刷することができます。また、耐疲労性にも優れています。. | こんな人は避けよう: 完全に密閉され、水を通さない表面がプリンターから必要な場合(SLSナイロンはもともと多孔質であるため、密閉が必要)、あるいは大きくてかさばる形状をできるだけ低コストで製造する必要がある場合。. |
FDM ABSの産業用途
エンジニアは3Dプリントを買うのではなく、機械的な問題に対するソリューションを買うのです。$50,000の鋼鉄型を切削する前に設計を検証する必要がある場合でも、ブリッジから生産バッチを展開する必要がある場合でも、当社の3Dプリントを使用する方法をご紹介します。 機能部品のABS 3Dプリントサービス は、製品ライフサイクル全体にわたって目に見えるROIを提供します。.
フォームとフィットのための機能的プロトタイプ
- 挑戦: SLA樹脂は見た目はいいが、曲げひずみで粉々になる。脆い材料でリビングヒンジやスナップフィット機構をテストすることはできない。.
- ABSのソリューション 当社の本物の熱可塑性ABSは、射出成形プラスチックの延性と破断伸度を再現しています。当社は日常的に家電製品の筐体を印刷していますが、この筐体はスナップフィット試験を繰り返しても壊れることはありません。.
- 結果 高価な射出成形金型用のCAD設計を自信を持って承認できるため、金型製作後の手戻りのリスクがなくなります。.


最終用途部品の少量ブリッジ生産
- 挑戦: センサー・ハウジングは50~500個すぐに必要です。従来の製造方法では時間がかかりすぎるし、標準的な3Dプリント用フィラメント(PLAやPETGなど)は工業用の使用温度では反ってしまう。.
- ABSのソリューション 熱変形温度(HDT)96℃のFortusプリントABS部品は、連続80℃の環境でも確実に動作します。高温の車内や重機の制御キャビネット内でも劣化することはありません。.
- 結果 射出成形にかかる8週間の待ち時間を回避し、耐久性と耐熱性に優れた最終使用部品を数日で現場に投入することができる。.

設計を二の次にしない。お見積もりと無料DFMレビューをお送りします。.
NDAで保護された安全なポータルに3Dモデル(STEPまたはSTL)をアップロードすると、即座に見積もりが表示されます。単に価格が表示されるだけではありません。当社のシステムとエンジニアがお客様の形状を即座に分析し、最適な造形方向、肉厚リスク、潜在的なサポート立会マークを確認します。コストゼロ。コミットメントなし。.
よくある質問
私たちは完全な透明性を信条としています。ここでは、当社のABS FDMサービスを評価する機械エンジニアや調達チームから寄せられる、最も一般的な技術的質問に対する直接的な回答をご紹介します。.
ABS素材はアセトン蒸気スムージングに対応していますか?
100%の純粋な、生産グレードの熱可塑性ABS(安価な混合物、PLA、PETGではない)を使用しているため、当社の部品は化学蒸気スムージングに対して非常に予測可能な反応を示します。アセトンプロセスは、外殻を効果的に溶融・融合させ、目に見えるレイヤーラインをなくし、微細孔を密閉し、射出成形に近い光沢と耐水性のある仕上げを実現します。.
FDM ABSの強度は、従来の射出成形ABSと比べてどうですか?
私たちは、決して過剰な約束をしません。レイヤーバイレイヤーFDM押出しの基本的な性質により、印刷されたABS部品は通常、次のような特性を保持します。 引張強さのおよそ80% これは主にZ軸方向の異方性によるものである。これは主にZ軸異方性によるものです。FDM ABSは、機能的なプロトタイピング、フィットテスト、低応力フィクスチャーに最適です。しかし、以下のような用途では 100% 等方性強度 大量生産にスケールアップする場合は、従来の射出成形が次のステップとして必要です。私たちは、高価なスチール金型に投資する前に、CAD設計を徹底的に検証するためにFDMパーツを使用することを強くお勧めします。.
独自のCADモデルをアップロードしています。IPセキュリティはどのように保証されますか?
知的財産はお客様の生命線です。当社の見積もりポータルは、エンド・ツー・エンドで暗号化されています。さらに重要なことは、自動化された法的拘束力のある 秘密保持契約(NDA) STEPやSTLファイルをアップロードする前に、ワンクリックで実行できます。ITARの機密事項や独自の設計を、検証されていないサードパーティのブローカーに委託することはありません。.
製造エンジニアと直接話す
その一方で インスタント・クォート ポータルは24時間365日、標準的なリクエストを処理しますが、複雑なアセンブリには人間の専門知識が必要です。その前に ABS 3Dプリントを注文する, ITARの制限、カスタムテストの要件、または大量のブランケットPOを含むプロジェクトの場合は、自動化システムをスキップします。製造現場で実際に製造を管理するエンジニアと直接話してください。.