J'ai examiné des milliers de dessins techniques au cours de ma carrière dans l'industrie manufacturière. J'ai vu de simples erreurs de bord doubler accidentellement le coût d'un projet, et j'ai vu des dessins supposés parfaits se fissurer sous la pression parce qu'ils utilisaient la mauvaise finition.
Vous n'avez pas besoin d'un cours de géométrie. Il vous suffit de savoir quelle arête choisir pour votre pièce spécifique.
Dans ce guide, je vais analyser les différences réelles entre les filets et les chanfreins. Vous apprendrez exactement comment économiser de l'argent sur l'usinage, empêcher vos impressions 3D d'échouer et empêcher vos pièces de rouiller. Commençons par le commencement.
Qu'est-ce qu'un chanfrein ?

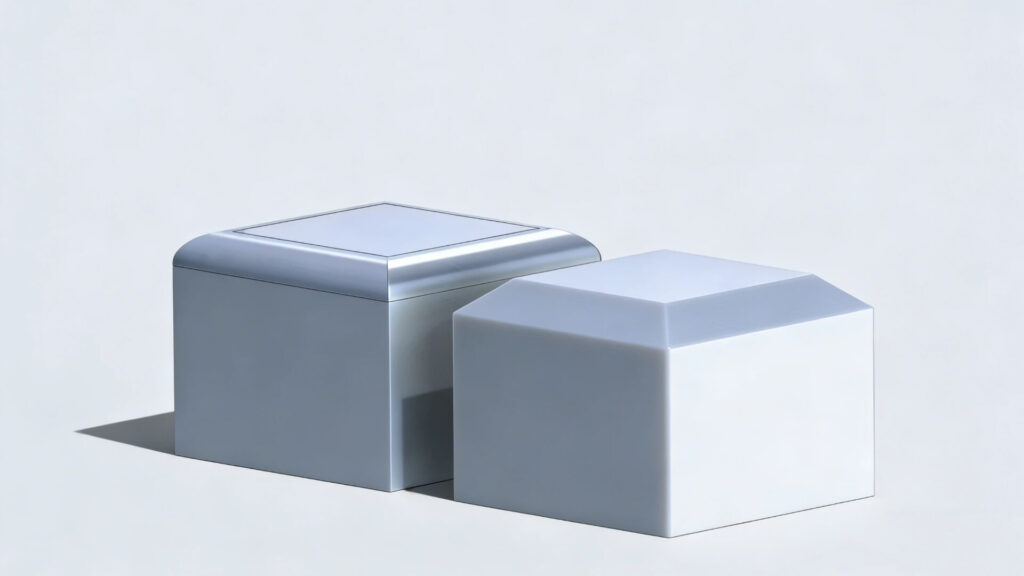
Le chanfrein est une sorte d'angle coupé. Au lieu d'une arête vive à 90 degrés, vous coupez le matériau à plat pour créer une pente. L'aspect est net, moderne et industriel.
Caractéristiques distinctives
La caractéristique principale d'un chanfrein est qu'il est plat. Il ne se courbe pas.
La plupart des machines coupent les chanfreins à un angle de 45 degrés. Il s'agit de la norme "par défaut" en matière de conception, car elle permet d'éliminer la pointe acérée de manière uniforme des deux côtés de l'angle.
Les principaux avantages
Pourquoi les machinistes aiment-ils les chanfreins ? Parce qu'ils sont faciles et bon marché.
- Usinage rapide : La réalisation d'un chanfrein se fait généralement en un seul passage avec un outil. C'est un travail rapide, qui permet de réduire les coûts.
- Assemblage facile : Avez-vous déjà eu du mal à faire entrer un boulon dans un trou étroit ? Un chanfrein agit comme un entonnoir. Il guide le boulon (ou la pièce à assembler) jusqu'à sa place sans qu'il ne se bloque.
- Ébarbage : Le métal fraîchement découpé agit comme une lame de rasoir. C'est particulièrement vrai pour les pièces qui sortent directement de nos découpeurs laser. Dans notre atelier, nous avons vu des opérateurs couper des gants résistants simplement en manipulant des pièces brutes qui n'avaient pas été chanfreinées. Un chanfrein mécanique rapide élimine ces bavures tranchantes. Ce n'est pas seulement une question de conception. Il s'agit d'assurer la sécurité de l'équipe d'assemblage et d'éviter que le produit final ne soit ensanglanté
Quand l'utiliser ?
Vous devriez vous en tenir aux chanfreins si votre objectif principal est la rapidité ou l'assemblage. Utilisez-les pour :
- Trous de boulons : Pour faciliter l'insertion des vis.
- Production de masse : Si vous fabriquez 10 000 pièces, le temps gagné sur le chanfreinage représente une somme importante.
- Pièces internes : Si la pièce est cachée dans une machine et que personne ne la voit, utilisez un chanfrein. Il fonctionne parfaitement et coûte moins cher.
Les chanfreins permettent de gagner du temps, mais ils ne sont pas parfaits pour tout. Si votre pièce doit supporter un poids important ou paraître "douce" au toucher, vous devez adopter une approche différente.
Qu'est-ce qu'un filet ?

Si un chanfrein est une coupe, un filet est un mélange. Il crée une courbe lisse et continue entre deux surfaces. Il n'y a pas de points aigus.
Caractéristiques distinctives
La caractéristique principale d'un congé de raccordement est la rayon. Ce n'est pas un angle, c'est un arc.
Sur un coin intérieur, un congé crée une rampe incurvée (concave). Sur un bord extérieur, il arrondit complètement le coin (convexe), ce qui le fait ressembler au bord d'un étui de téléphone. La taille de cette courbe est déterminée par le rayon que vous avez choisi dans votre dessin.
Les principaux avantages
Les filets sont les poids lourds du monde de l'ingénierie. Ils permettent de résoudre des problèmes structurels que les chanfreins ne peuvent tout simplement pas résoudre.
- Arrête les fissures (réduction du stress) : Les angles intérieurs aigus sont des points faibles. Il s'agit d'un phénomène connu en ingénierie mécanique sous le nom de concentration de contraintes. Les contraintes s'accumulent au niveau de la pointe et provoquent la rupture des pièces. Un congé de raccordement répartit cette contrainte sur une plus grande surface, ce qui rend la pièce beaucoup plus solide.
- Une détention plus sûre : Personne n'a envie d'attraper un manche en métal tranchant. Les filets adoucissent les bords pour une prise en main ergonomique et sûre.
- Un meilleur débit : Si vous concevez des tuyaux ou des moules pour le plastique liquide, les virages serrés provoquent des turbulences. Les filets permettent à l'air, à l'eau ou à l'huile de s'écouler en douceur dans les coins.
Quand l'utiliser ?
Les filets sont généralement nécessaires pour les parties les plus critiques de votre projet. Vous devriez les utiliser pour :
- Pièces porteuses : Si la pièce supporte un poids important, comme un support de moteur ou un support d'étagère, il faut des congés pour éviter qu'elle ne se casse.
- Poignées et outils : Tout ce qu'une main humaine touche fréquemment devrait être fileté pour plus de confort.
- Produits de qualité supérieure : Les bords arrondis donnent l'impression d'être finis et coûteux. Les produits Apple, par exemple, sont couverts de filets.
Les filets rendent vos pièces plus solides et plus belles, mais il y a un hic. La création de ces courbes parfaites demande souvent plus d'efforts qu'une simple coupe à plat. Voyons comment cela se répercute sur votre portefeuille.
Comparaison du coût, de la solidité et de la rapidité
Vous savez à quoi ils ressemblent. Maintenant, parlons de leur impact sur votre budget et sur la durée de vie de votre pièce.
Coût et temps d'usinage
Si vous avez un budget serré, le chanfrein est le vainqueur.
Les machinistes peuvent couper un chanfrein en une seule passe à l'aide d'un outil standard. Cela prend quelques secondes. C'est rapide, agressif et bon marché.
Les filets demandent beaucoup d'entretien. Pour obtenir une courbe parfaite, une machine CNC doit souvent effectuer de nombreuses passes minuscules pour estomper le bord. Ou alors, il faut un outil spécialisé appelé fraise à billes.
- Chanfrein : Un coup d'œil rapide.
- Filet : Sculpture lente et minutieuse.
- Résultat : Les filets coûtent généralement plus de temps machine, ce qui signifie qu'ils vous coûtent plus cher.
Résistance et durabilité des pièces
Si votre pièce doit supporter une charge importante, le filet remporte la couronne.
Imaginez que vous pliez un bâton. Il se casse toujours au point le plus faible. Sur une pièce métallique, les contraintes s'accumulent dans les angles intérieurs aigus. Même si un chanfrein est angulaire, il présente toujours des arêtes où l'angle commence et s'arrête. Ces points peuvent se fissurer sous l'effet d'un poids important ou de vibrations.
Un congé résout ce problème. La forme arrondie répartit la contrainte sur une zone plus large. Il élimine presque entièrement le point faible. Si vous construisez un support pour un moteur ou une grue, utilisez un congé de raccordement.
La règle des parois verticales et les coûts cachés
La plupart des guides en ligne vous diront que les filets sont toujours chers. Il s'agit là d'une généralisation dangereuse.
Le prix réel dépend de l'orientation de l'arête. Il faut tenir compte de la forme de l'outil de coupe. Il s'agit d'un cylindre rond en rotation.
- Coins verticaux (les murs) : Lorsqu'un outil rond coupe un coin, il laisse naturellement une forme arrondie. La machine ne peut littéralement pas couper un coin carré à l'intérieur d'une poche. Par conséquent, un congé vertical est effectivement gratuit. Vous laissez l'outil faire son travail.
- Les bords horizontaux (le sol) : C'est là que le coût explose. Un outil standard a un fond plat. Il forme un angle aigu de 90 degrés à la jonction du mur et du sol.
Pour obtenir un congé arrondi sur ce bord inférieur, le machiniste doit tout arrêter. Il doit passer à une fraise à billes spécialisée. Ensuite, cet outil doit tracer le bord lentement, en effectuant de minuscules passes pour sculpter la courbe. Cela triple le temps d'usinage.
La leçon : Si vous voulez une pièce bon marché et de belle apparence, mettez des filets sur vos parois verticales, mais gardez les bords de vos planchers bien nets.
Maintenant que nous avons abordé la question de la découpe du métal, examinons une méthode de fabrication où les règles de la gravité fonctionnent de manière totalement différente.
Impression 3D : Pourquoi les chanfreins l'emportent souvent sur les filets
La plupart des guides de conception se concentrent uniquement sur la découpe du métal. Mais si vous imprimez vos pièces en 3D, les règles changent du tout au tout.
Il ne s'agit pas simplement d'enlever de la matière, mais de lutter contre la gravité.
Le problème du surplomb
Les imprimantes 3D fabriquent des pièces couche par couche, du bas vers le haut. Elles ne peuvent pas imprimer dans l'air. Si un bord dépasse trop sans support en dessous, le plastique chaud s'affaisse.
La solution : Les chanfreins
Un chanfrein de 45 degrés est l'angle magique pour l'impression 3D.
Il agit comme un escalier solide. Chaque nouvelle couche utilise la couche inférieure comme support. Vous pouvez imprimer un chanfrein parfaitement sans avoir besoin d'un "matériau de support" désordonné pour le soutenir. Il sort de l'imprimante avec un aspect net et propre.
Pourquoi les filets échouent
Les filets sont arrondis. Cela signifie que le bas de la courbe commence à l'horizontale, presque à plat contre l'air.
Lorsque l'imprimante tente de déposer les premières couches de la courbe, il n'y a rien en dessous pour les maintenir. Le plastique s'enroule et s'affaisse. Le bas de votre beau bord arrondi finit par ressembler à des spaghettis en désordre.
Conseil de conception : Si le bord est orienté vers le bas, vers le lit d'impression, utilisez toujours un chanfrein.
En ce qui concerne l'entretien de vos pièces, examinons un dernier facteur caché : la rouille.
Finitions protectrices : Pourquoi les peintres préfèrent les filets
Si vous envisagez de peindre, de revêtir par poudre ou d'anodiser vos pièces, le bord que vous choisissez a plus d'importance que vous ne le pensez. Il ne s'agit pas seulement d'une question d'esthétique. Il s'agit d'arrêter la rouille.
Les revêtements liquides détestent les angles vifs.
Il s'agit d'un phénomène connu sous le nom de saignement des bords. Lorsque de la peinture ou de la poudre humide rencontre une arête vive (comme la pointe d'un chanfrein ou un carré de 90 degrés), la tension superficielle éloigne le liquide de l'arête. Il se retire.
- Le problème : Le revêtement est donc extrêmement fin - parfois microscopique - à l'endroit le plus pointu.
- Les conséquences : C'est dans ce point faible que l'humidité s'infiltre. Notre superviseur de la ligne de peinture en poudre appelle ce défaut spécifique défaillance du cadre. Nous avons dû rejeter un lot de 200 enceintes extérieures parce que le concepteur insistait sur la nécessité d'avoir des bords chanfreinés très tranchants. Après seulement 48 heures dans une chambre fonctionnant au Essai au brouillard salin ASTM B117La rouille a commencé à s'installer exactement à l'endroit où l'arête tranchante a aminci la peinture.
Les filets sont la solution.
Parce qu'un congé est une courbe lisse, la peinture ne se détache pas. Elle s'enroule continuellement et uniformément autour de la courbure. Vous obtenez une épaisseur uniforme qui scelle complètement le métal.
Si votre pièce doit être exposée à la pluie ou à la neige, utilisez des filets. Ils prolongent considérablement la durée de vie de votre peinture.
Nous avons abordé de nombreux aspects techniques. Réduisons tout cela en un simple tableau de bord pour que vous puissiez prendre une décision dès maintenant.
Aide-mémoire pour les décisions : Lequel vous faut-il ?
Nous avons abordé les aspects physiques, les coûts et les particularités de fabrication. Mais parfois, vous avez besoin d'une réponse rapide.
Voici la répartition en un coup d'œil.
Tableau de comparaison rapide
| Scénario | Choisir le chanfrein | Choisir le filet |
|---|---|---|
| Budget et rapidité | ✅ Meilleur choix. L'usinage rapide en une seule passe permet de réduire les coûts. | ❌ Plus lent. Nécessite souvent plusieurs passages ou des outils spéciaux à nez sphérique. |
| Charges lourdes | ❌ Forte concentration de contraintes dans les angles ; risque de fissuration. | ✅ Meilleur choix. Répartit uniformément les contraintes ; évite les défaillances structurelles. |
| Assemblage (boulons) | ✅ Il sert d'entonnoir de guidage parfait pour l'insertion des vis. | ➖ Pas d'avantage mécanique spécifique pour l'insertion. |
| Le toucher humain | ➖ Peut sembler "industriel" ou tranchant s'il n'est pas parfaitement ébarbé. | ✅ Meilleur choix. Lisse, ergonomique et de qualité supérieure/sûre. |
| Revêtement par poudre | ❌ Risque élevé. Les bords tranchants provoquent l'amincissement de la peinture (saignement des bords) et la rouille. | ✅ Meilleur choix. La peinture s'enroule en continu pour former un joint antirouille. |
| Impression 3D | ✅ Sûr. Les angles de 45° sont autoportants et s'impriment proprement. | ❌ Risque. Les surplombs peuvent s'affaisser ou s'affaisser sans matériau de soutien. |
| Parois verticales CNC | Impossible de couper des angles vifs avec des outils rotatifs ronds. | ✅ Gratuit. Naturellement créé par la forme ronde de la fraise CNC. |
⚠️ L'exception de la tôlerie (Must Read)
Du point de vue de la fabrication de la tôle, les congés ne sont pas un choix - ils sont une nécessité lors du pliage.
Je ne saurais vous dire combien de dessins arrivent sur mon bureau en demandant un pliage interne parfaitement net à 90 degrés. C'est physiquement impossible sans fissurer le matériau.
Dans notre usine, chaque outil de presse plieuse a un rayon naturel (généralement un petit congé). Si vous spécifiez un angle vif dans votre fichier CAO, mais que notre outillage ajoute un congé de 1 mm, votre précision dimensionnelle s'en trouve affectée. Concevoir en tenant compte de ce congé naturel nous permet d'économiser des heures d'échanges de courriers électroniques pour corriger votre modèle plat.
Questions fréquemment posées
Puis-je utiliser les deux sur la même pièce ?
Absolument. C'est en fait une conception intelligente que de les mélanger.
La plupart des pièces professionnelles utilisent une combinaison. Utilisez des filets sur les angles verticaux intérieurs pour rendre la pièce plus solide. Ensuite, utilisez des chanfreins sur les trous de boulons et les bords extérieurs pour économiser de l'argent. Vous obtenez la solidité là où vous en avez besoin et les économies là où vous n'en avez pas besoin.
Un angle de 45 degrés est-il nécessaire pour les chanfreins ?
Pas techniquement, mais vous devriez généralement vous y tenir.
L'angle de 45 degrés est la norme dans l'industrie. La plupart des outils de coupe et des mèches disponibles sur le marché sont déjà fabriqués à cet angle exact. Si vous demandez un angle spécifique de 33 degrés, le machiniste devra peut-être acheter un outil sur mesure ou incliner la pièce d'une manière complexe. Cela entraîne des frais supplémentaires.
Pourquoi mon atelier d'usinage me facture-t-il un supplément pour les congés ?
C'est une question de temps.
Un outil de chanfrein coupe le bord en une seule passe rapide et agressive. Pour réaliser un congé lisse (en particulier sur les bords de plancher), la machine doit souvent effectuer de nombreuses petites passes lentes à l'aide d'un outil spécial en forme de boule afin d'estomper la courbe. Dans le monde de l'usinage, le temps, c'est de l'argent.
Conclusion
En fin de compte, le choix entre un congé et un chanfrein n'est pas seulement une leçon de géométrie ; il détermine le cycle de vie de votre produit. Un chanfrein peut vous faire gagner quelques centimes sur le temps d'usinage, mais un congé peut vous faire économiser des milliers de dollars en réclamations au titre de la garantie en prévenant la rouille ou les ruptures sous contrainte.
C'est le point de vue que nous adoptons chaque jour ici, à ShincoFab. En tant qu'usine basée en Chine et soutenant des projets de fabrication dans le monde entier, nous examinons des milliers de fichiers CAO chaque année. Nous voyons souvent des conceptions qui semblent parfaites dans le logiciel mais qui échoueraient dans l'atelier. Notre objectif n'est pas seulement de découper ce que vous nous envoyez, mais aussi de repérer ces petits détails - par exemple, suggérer un rayon naturel pour une pièce de presse plieuse - avant que le métal n'arrive sur la machine.
Qu'il s'agisse d'un prototype ou d'une production en série, n'oubliez pas que la meilleure arête est celle qui permet d'équilibrer le coût et la fonction. En cas de doute, consultez votre fabricant avant de finaliser votre projet.

