Dissipateur thermique sur mesure
Solutions de précision en aluminium et en cuivre conçues pour répondre à votre budget thermique ($/W) et à vos contraintes dimensionnelles. Du prototypage rapide à la production en volume.
Quand les dissipateurs thermiques standard gèlent vos performances thermiques
Les profils extrudés génériques obéissent aux lois de la production de masse, et non aux lois de votre dynamique thermique spécifique. Les ratios d'ailettes standard sont tout simplement insuffisants pour les applications modernes à haute densité de puissance, notamment les onduleurs EV (IGBT), l'informatique IA à grande échelle et les LED à haute luminosité.
ShincoFab dépassez les limites des pièces de catalogue. Notre processus de fabrication sur mesure permet d'obtenir des rapports d'aspect plus élevés (jusqu'à 50:1), une densité d'ailettes optimisée et des géométries complexes conçues pour minimiser la résistance thermique (θsa) dans votre enveloppe spatiale stricte.
Planéité critique de la base
Nous contrôlons la planéité de la base pour 0,002 mm/mm. Pourquoi cela est-il important ? Parce qu'une base plus plate réduit l'épaisseur de la ligne de liaison de votre matériau d'interface thermique (TIM). Minimiser l'épaisseur du TIM est le moyen le plus rapide de réduire la température de jonction (ΔTj), assurant ainsi un transfert thermique maximal du composant vers le dissipateur thermique.

Usinage CNC de précision
Pour les éléments de montage et les interfaces complexes, nous respectons des tolérances de +/- 0,01 mm. Cela garantit un accouplement parfait avec les puces, les répartiteurs de chaleur ou les plaques froides liquides, éliminant ainsi les espaces d'air qui nuisent aux performances thermiques.
Conductivité du matériau certifié
Nous ne faisons pas de suppositions avec les alliages. Nous utilisons de l'aluminium 6063-T5 certifié (conductivité thermique >200 W/mK) pour des performances d'extrusion optimales et du cuivre C11000 de haute pureté (>390 W/mK) pour une diffusion maximale de la chaleur. Les rapports d'essais d'usine (MTR) sont disponibles sur demande.
Des capacités adaptées à la densité thermique et au volume
Il n'existe pas de dissipateur thermique universel. Il n'y a que la conception optimale conçue pour votre ΔT spécifique, le flux d'air disponible et le coût unitaire cible. ShincoFab offre une gamme complète de technologies de fabrication pour équilibrer votre budget thermique avec votre budget de production.
Ailerons en forme d'écailles pour les applications à haute densité
Résistance thermique nulle de l'interface pour les charges de chaleur élevées.
Contrairement aux palmes collées, les palmes sont coupées directement à partir d'un bloc solide d'aluminium. aluminium ou en cuivre. Cela élimine la barrière thermique des agents de liaison ou de la soudure, offrant ainsi le chemin thermique le plus pur de la base à l'ailette.
- L'avantage Eng. Avantage : Permet d'obtenir des rapports d'aspect allant jusqu'à 50:1 avec une épaisseur d'ailette aussi faible que 0,25 mm. Offre une surface maximale dans les espaces restreints.
- Meilleur pour : Plaques froides à refroidissement liquide, châssis de serveur 1U/2U et refroidissement IGBT haute performance.
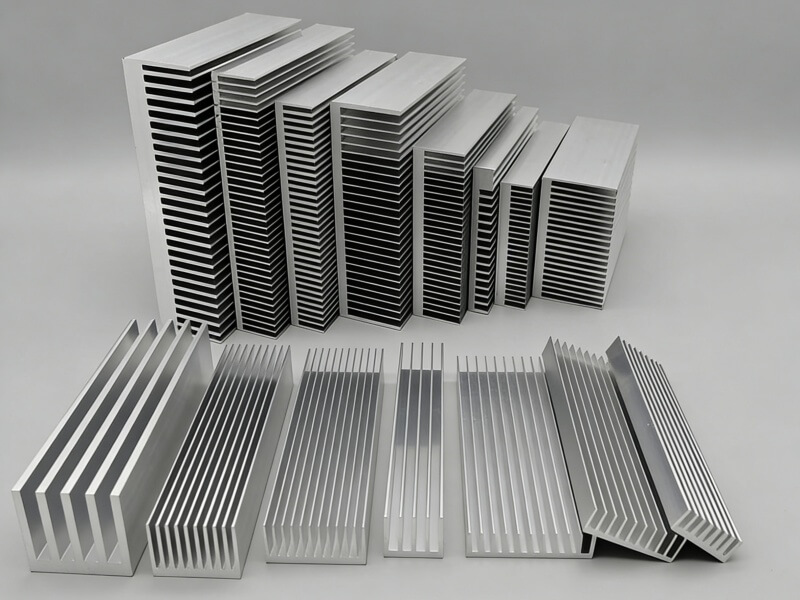
Extrusion d'aluminium sur mesure pour une efficacité à haut volume
Le cheval de bataille économique pour les charges thermiques modérées.
Pour les profils linéaires dont le coût unitaire est le principal facteur, l'extrusion reste imbattable. Nous concevons et découpons des filières sur mesure pour optimiser les caractéristiques de l'écoulement de l'air dans le cadre des contraintes de fabrication standard.
- L'avantage Eng. Avantage : Coût unitaire le plus bas à l'échelle. Nous prenons en charge les sections transversales complexes et l'usinage CNC secondaire pour les éléments de montage.
- Meilleur pour : Alimentations industrielles, luminaires à LED et boîtiers électroniques structurels.
Forgeage à froid et moulage sous pression pour les géométries 3D complexes
L'intégrité structurelle répond à la conductivité thermique.
Lorsque vous avez besoin d'un flux d'air omnidirectionnel (Pin Fins) ou d'une intégration dans le boîtier.
- Forgeage à froid (le choix thermique) : Le formage sous haute pression à température ambiante augmente la densité du matériau, ce qui se traduit par une conductivité thermique supérieure à celle du moulage sous pression. Idéal pour les réseaux d'ailettes qui maximisent la convection naturelle.
- Moulage sous pression (le choix structurel) : Idéal pour les formes complexes, les couvercles et les boîtiers où le dissipateur thermique sert également de composant structurel.
- Meilleur pour : Projecteurs automobiles (moulage), projecteurs LED (forgeage).


Caloducs et chambres à vapeur pour les flux de chaleur extrêmes
Élimination des points chauds localisés grâce au refroidissement biphasé
Lorsque la densité de la source de chaleur (W/cm²) dépasse la capacité de diffusion du métal solide, nous intégrons des dispositifs à deux phases.
- L'avantage Eng. Avantage : Conductivité thermique effective >5 000 W/mK. Répartit rapidement la chaleur d'une source concentrée sur toute la surface des ailettes du dissipateur thermique, éliminant ainsi les points chauds locaux.
- Meilleur pour : CPU/GPU à TDP élevé, stations de base de télécommunications et ASIC compacts.
Nous vérifions la physique avant que vous ne vous engagiez sur les coûts d'outillage
La façon la plus coûteuse de tester un dissipateur thermique est de le construire, de l'installer et de regarder le système surchauffer. Nous évitons cela. Nous agissons comme une extension de votre équipe d'ingénierie thermique, en validant votre concept numériquement et physiquement avant le début de la production en volume.

Simulation CFD
Ne devinez pas le débit d'air. Visualisez-le.
En utilisant les normes industrielles Ansys Icepak et SolidWorks Flow Simulation, Nous analysons votre modèle 3D dans des conditions réelles.
- Le résultat : Nous identifions les zones de chute de pression (ΔP), les problèmes de dérivation du flux d'air et prédisons les températures de jonction (Tj) avec une grande précision.
- La valeur : Nous détectons les goulets d'étranglement thermiques avant Le métal est découpé, ce qui vous permet d'économiser des semaines d'itération de la conception.

Revue DFM
Conception pour la fabrication = conception pour le profit.
Nos ingénieurs examinent vos fichiers CAO non seulement du point de vue de la faisabilité, mais aussi du point de vue de la rentabilité.
- Le résultat : Nous suggérons des modifications spécifiques, telles que l'assouplissement des tolérances non critiques, l'ajustement de l'espacement des ailettes pour la longévité de l'outil ou l'ajout d'angles de dépouille pour le moulage, sans compromettre les performances thermiques.
- La valeur : Le coût unitaire est souvent réduit de 15-20% et simplifie le passage de l prototype à la production de masse.

Prototypage rapide en 3 à 5 jours
Testez avec de vrais matériaux, pas avec du plastique.
Un modèle SLA imprimé en 3D permet de vérifier l'ajustement, mais pas les propriétés thermiques.
- Le résultat : Nous livrons des prototypes fonctionnels usinés par CNC directement à partir de blocs solides d'Al 6063 ou de Cu 1100.
- La valeur : Vous obtenez une validation physique de la performance thermique et de l'adaptation mécanique au sein de l'entreprise. une semaine. Aucun investissement en outillage n'est nécessaire pour cette étape.
Spécifications techniques
Nous respectons strictement les normes ASTM et ISO relatives aux matériaux. Vous trouverez ci-dessous les spécifications de base pour les alliages et les traitements de surface de nos dissipateurs thermiques les plus courants. Des alliages personnalisés (par exemple, Al 6005, Cu 1020) sont disponibles sur demande.
Spécifications techniques standard : Matériaux et finitions
Nous respectons strictement les normes ASTM et ISO relatives aux matériaux. Vous trouverez ci-dessous les spécifications de base pour les alliages et les traitements de surface de nos dissipateurs thermiques les plus courants. Des alliages personnalisés (par exemple, Al 6005, Cu 1020) sont disponibles sur demande.
| Grade de l'alliage | Conductivité thermique (k) | Principales caractéristiques de l'ingénierie | Meilleure application |
|---|---|---|---|
| Al 6063-T5 | ~201 W/m-K | La norme en matière d'extrusion. Excellente qualité de finition de surface et de réaction à l'anodisation. | Profilés extrudés de grand volume ; refroidissement de l'électronique générale. |
| Al 6061-T6 | ~167 W/m-K | Haute résistance structurelle. Conductivité inférieure à celle du 6063, mais limite d'élasticité nettement supérieure. | Composants structurels usinés ; dissipateurs thermiques intégrés au châssis. |
| Cu C11000 | ~390 W/m-K | Pas électrolytiquement dur (ETP). Cuivre pur 99,9% pour un transfert de chaleur maximal. | IGBT à haut flux ; ailettes à haute performance ; répartiteurs de chaleur. |
Traitements de surface : Équilibrer l'émissivité et la conductivité
Anodisation noire (Type II / Type III)
- Physique : Augmente l'émissivité de la surface (ϵ) de ~0,05 (Al nu) à >0,8, ce qui améliore considérablement la dissipation de la chaleur radiative dans la convection naturelle.
- Électrique : Crée une couche de céramique non conductrice. Haute résistance diélectrique.
- Durabilité : Le type III (Hard Coat) offre une résistance extrême à l'abrasion adaptée aux environnements industriels.

Placage de nickel chimique
- Utilité principale : Essentiel pour les dissipateurs thermiques en cuivre afin de prévenir l'oxydation (ternissement) sans réduire efficacement la conductivité thermique.
- Assemblage : Permet la soudabilité. Indispensable si vous envisagez de souder des caloducs ou des chambres à vapeur directement sur la base.

Conversion au chromate (alodine / iridite claire)
- Utilité principale : Assure une protection contre la corrosion tout en maintien de la conductivité électrique.
- Meilleur pour : Applications de blindage EMI/RFI où le dissipateur thermique doit être mis à la terre électriquement par rapport au châssis.
Contrôle de la qualité et inspection
Dans le domaine de la gestion thermique à haut flux, un écart de planéité de 0,05 mm n'est pas une “tolérance” - c'est un échec. Nous appliquons des protocoles ISO 9001:2015 stricts pour garantir que la pièce que vous recevez correspond au PDF que vous avez approuvé.
Traçabilité des matériaux
Pas de métal mystérieux.
Nous garantissons l'intégrité chimique de vos dissipateurs thermiques.
- La norme : Chaque envoi est accompagné d'un dossier complet Rapports d'essais de broyage (MTR) se référant à l'ASTM B221 (aluminium) ou à l'ASTM B152 (cuivre).
- La preuve : Vous recevez une documentation vérifiant la composition chimique et les propriétés mécaniques. Nous nous assurons que votre “6063-T5” est authentique et qu'il ne s'agit pas d'une refonte à base de déchets.


Métrologie dimensionnelle
Vérification GD&T pour les ajustements critiques.
Pour les géométries complexes, nous n'utilisons pas de pieds à coulisse.
- L'équipement : L'utilisation de la haute précision CMM (machines à mesurer tridimensionnelles), Nous cartographions les caractéristiques critiques pour la fonction (CTF).
- Le résultat : Les rapports d'inspection automatisés vérifient la position des trous, la position réelle et surtout, planéité/coplanéité de la base afin de garantir une interface TIM optimale.
100% Essais fonctionnels
Pour les plaques froides et les caloducs liquides.
L'échantillonnage statistique (NQA) est acceptable pour les ailettes, mais inacceptable pour les boucles liquides.
- Le protocole : 100% Test d'étanchéité à l'hélium pour toutes les plaques froides à liquide et les chambres à vapeur afin de détecter les fuites microscopiques.
- Audit thermique : Échantillonnage de lots aléatoires pour la performance thermique (ΔT vs Q) afin de valider l'efficacité des caloducs avant l'emballage final.
Demandez à un ingénieur thermicien d'examiner votre CAO avant d'engager des coûts d'outillage
N'essayez pas de deviner la densité des ailettes ou la sélection des matériaux. Téléchargez vos modèles 3D (STEP/IGES) pour une étude gratuite de conception pour la fabrication (DFM). Nous évaluerons vos contraintes spatiales, identifierons les goulets d'étranglement thermiques potentiels et proposerons la méthode de fabrication la plus rentable dans les 24 heures.
Questions fréquemment posées
Des réponses claires concernant la sécurité des fichiers, les délais standard et la faisabilité de la fabrication. Lisez ceci avant de télécharger votre CAO.
Quelles sont les limites dimensionnelles de votre procédé Skived Fin ?
Nous repoussons les limites du rapport d'aspect. Alors que la découpe standard s'arrête à 25:1, nos machines de précision atteignent des rapports allant jusqu'à 50:1. Nous pouvons produire des ailettes aussi fines que 0,2 mm avec un espacement aussi serré que 0,5 mm. Cette densité est impossible avec l'extrusion et permet d'obtenir une surface maximale dans des hauteurs Z limitées.
Pouvez-vous fabriquer des dissipateurs thermiques hybrides (par exemple, des ailettes en cuivre sur une base en aluminium) ?
Oui, il s'agit d'une stratégie courante pour équilibrer le poids et les performances thermiques. Nous utilisons Soudage par friction-malaxage (FSW) pour une liaison métallurgique qui offre une résistance structurelle supérieure et une résistance thermique proche de zéro par rapport aux époxydes. Nous proposons également Soudé pour l'intégration des caloducs.
Quel est votre délai standard pour les prototypes par rapport à la production ?
La vitesse est essentielle.
- Outillage souple / Prototypes CNC : Expédié en 3-5 jours ouvrables.
- Outillage dur (matrices d'extrusion/moules de coulée) : Généralement 10-15 jours ouvrables pour les échantillons T1.
- Production de masse : 2-3 semaines en fonction du volume et du traitement de surface.
Comment gérez-vous la propriété intellectuelle et la sécurité des fichiers ?
Nous travaillons quotidiennement avec des clients des secteurs de la défense et de l'automobile. Nous sommes heureux de signer votre NDA (accord de non-divulgation) avant de télécharger des fichiers. Vos données sont stockées sur des serveurs sécurisés dont l'accès est contrôlé.
De quels formats de fichiers avez-vous besoin pour un examen DFM et un devis ?
Pour un retour d'information DFM le plus précis possible, veuillez fournir les fichiers 3D en format STEP (.stp), IGES (.igs) ou ParaSolid (.x_t). Veuillez également inclure un dessin PDF en 2D spécifiant les tolérances critiques, les types de filetage et les exigences en matière de finition de surface.
Soumettez votre conception pour un examen et un devis DFM gratuits
Téléchargez vos fichiers CAO. Notre équipe d'ingénieurs thermiques examinera vos géométries pour s'assurer qu'elles sont fabricables, identifiera les possibilités de réduction des coûts et fournira un rapport d'évaluation. devis complet à l'intérieur 24 heures.