ABS 3D printimise teenus
ShincoFab toodab kõrge tugevusega akrüülnitriil-butadieenstüreeni (ABS) komponente, kasutades suletud kambriga Stratasys Fortus süsteeme. Saavutada korratavad tolerantsid ±0,005” (0,127 mm) optimeeritud Z-telje kihtide haardumise abil. 100% tõeline ABS, mitte odavad segud. AS9100 ja ISO 9001 sertifitseeritud.
Tööstuskambrid vs. lauaarvutid
Kui olete kunagi saanud ABS 3D-prinditud detaili, mis on nurkades kõver või kihtide lõikes lõhenenud, siis on see tõenäoliselt valmistatud lauaarvutis, kus kasutati kuumutatud voodit. ABS-il on suur soojuspaisumistegur. Kui alumisi kihte kuumutatakse, kuid ülemised kihid jahtuvad kiiresti toatemperatuuril, tekib ebaühtlane kokkutõmbumine. Tulemus? Väändumine, mõõtmete rikkumine ja nõrk kihtide sidumine.
Veebilehel ShincoFab, meie FDM ABS trükkimine protsess kõrvaldab selle põhimõttelise vea.
Kõik meie ABS osad on valmistatud Stratasys Fortus ja F900 süsteemid varustatud täielikult suletud, aktiivselt köetavate ehituskambritega.
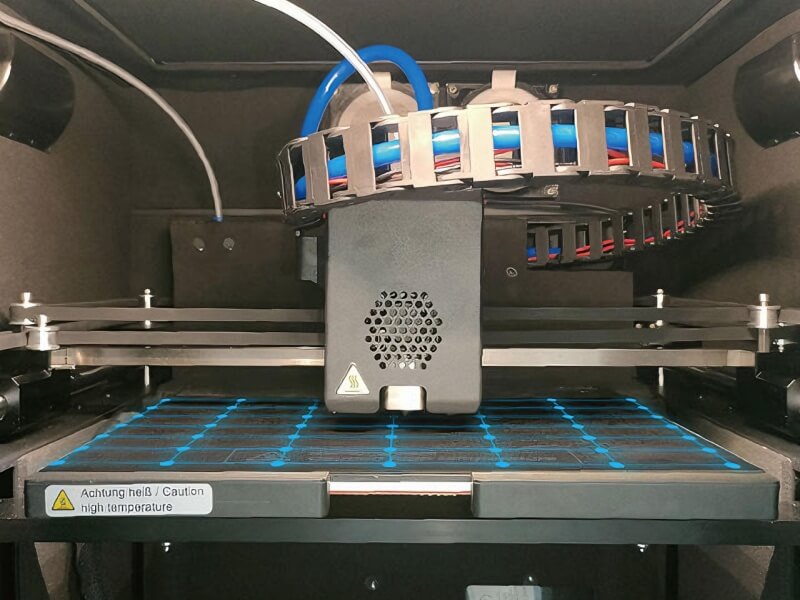
Konstantne 90°C ehituskeskkond
Hoides kogu ehituskihi temperatuuril ligikaudu 90 °C (veidi alla ABS-i klaasistumistemperatuuri), kõrvaldame sisemised jääkpinged. See hoiab ära kumeruse, isegi suurte, lamedate geomeetriate puhul.

Maksimeeritud Z-telje tugevus
Ühetaoline soojusjuhtimine takistab kiiret jahtumist. See võimaldab polümeeri ahelatel korralikult põimuda üle ekstrusiooniliinide, parandades oluliselt Z-telje kihi haardumist ja vältides mehaanilise koormuse all delaminatsiooni.

Prognoositav mõõtmete täpsus
Kontrollitud jahutus esimesest kihist kuni ülemise kihini tagab, et teie detailid hoiavad ±0,005” (0,127 mm) tolerantsi järjepidevalt, sõltumata detaili kõrgusest või mahust.
Tõeline termoplastiline ABS vs. ABS-taolised vaigud
Paljud teenusepakkujad eksitavad kliente, pakkudes ABS-taolised SLA vaigu 3D printimise materjalid kui taotletakse tõelist ABS-i. Kuigi SLA-osad näevad siledamad välja, lagunevad nad UV-valguse all ja muutuvad aja jooksul hapraks. Me ei mängi sõnamänge. Me kasutame 100% tõelist, tootmiskvaliteediga ABS-filament. Meie osi saab koputada, puurida, lihvida, keemiliselt siluda ja neid saab ilma purunemiseta mehaaniliselt katsetada.
Kui määrate ABS, saate tegeliku termoplastiline polümeer projekteeritud teie täpsete funktsionaalsete nõuete järgi.
Materjali valiku maatriks
| Materjali klass | Tõmbetugevus | Peamised omadused | Ideaalsed tööstuslikud rakendused |
|---|---|---|---|
| Standardne ABS (M30) | 36 MPa (5200 psi) | Kõrge löögikindlus. Tasakaalustab tugevust, sitkust ja vastupidavust. | Funktsionaalsete prototüüpide loomine, paigaldatavad komponendid, tarbekaupade testimine. |
| ABS-ESD7 | 35 MPa (5000 psi) | Staatiline hajutatav (pinnatakistus: 10⁴ - 10⁹ oomi). Vältib staatilise elektri kogunemist. | Elektroonilised korpused, PCB koosteseadised, automatiseeritud käitlemispingid. |
| ABS-M30i | 36 MPa (5200 psi) | Bioloogiliselt kokkusobiv ja steriliseeritav (Gamma või EtO). Vastab ISO 10993 USP VI klass. | Kirurgilised puurijuhendid, meditsiiniseadmete prototüüpimine, ravimipakendid. |
| ABS-CF10 | 43 MPa (6,200 psi) | Täidetud 10% tükeldatud süsinikkiuga. 50% suurem jäikus kui tavaline ABS. | End-Of-Arm Tooling (EOAT), tootmise abivahendid, kõrge koormusega koormusklambrid. |
Tootmisklassi ABS materjaliandmed
Numbrid on olulised. Allpool esitatud andmed esindavad standardset Stratasys ABS-M30, mis on trükitud tööstuslikel Fortus-süsteemidel. Need ei ole teoreetilised laboritulemused süstevalu näidiste kohta; need on reaalsed, trükitud näitajad, millele võite toetuda, et toota funktsionaalseid ABS-osasid ja suure vastupidavusega prototüübid.
Tehniliste andmete tabel
| Omadus (ASTM standard) | Korrigeeritud väärtus (metriline / Imperial) | Miks see teie taotluse jaoks oluline on |
|---|---|---|
| Tõmbetugevus, voolavus (D638) | ~28-31 MPa (4100-4500 psi), suunast sõltuv | Määratleb koormuse, mida osa suudab kanda enne püsivat deformeerumist; oluline kinnitusdetailide, klambrite ja koormatud sulgede puhul. |
| Tõmbemoodul (D638) | ~2,400 MPa (348,000-350,000 psi) | Mõõdab jäikust; kasulik struktuurikinnituste, rakiste ja kinnituste puhul, mis on pidevas pinges. |
| Kuumuse paindumise temperatuur (HDT) @ 66 psi (D648) | 96°C (204°F) | Näitab, kui hästi hoiab osa kuju kuumuse all kasutuskeskkonnas. |
| Löögitugevus, Izod-kõrvendatud (D256) | ~139 J/m (2,6 ft-lb/in) | Näitab vastupidavust ootamatutele löökidele pingekeskuste, näiteks nurkade, pilude ja sisselõikude puhul. |
Inseneride tegelikkuse kontroll
FDM ABS anisotroopia
Nagu kõik FDM-protsessid, on ka meie ABS-osadel järgmised omadused anisotroopia (suunavad omadused). Kuigi me optimeerime kihtide haardumist kuumutatud kambritega, Z-telje tõmbetugevus on tavaliselt ~70% X-Y tugevusest.
Kuidas me seda riski teie jaoks vähendame:
Kui teie detail kannab märkimisväärset mehaanilist koormust, teavitage meid sellest hinnapakkumise koostamise ajal. Meie DFM-insenerid suunavad strateegiliselt ehitussuunda (nt paigutades kriitilised koormuspunktid paralleelselt X-Y-tasandiga) või teevad ettepanekuid konstruktsioonimuudatuste tegemiseks (nt viilude või ribide lisamine), et tagada konstruktsiooniline terviklikkus. enne ehitamise alustamist
Pindade viimistlus ja järeltöötlus
Kuna me kasutame tööstuslikku FDM-tehnoloogiat tõelise termoplasti ekstrusiooniks, on meie trükitud ABS-osadel nähtavad kihtide jooned. See on FDM-konstruktsiooniga valmistatud konstruktsiooni tunnuseks. Pakume siiski põhjalikke järeltöötluslahendusi sõltuvalt sellest, kas teie projekt nõuab töötlemata mehaanilist jõudlust või pritsvalu esteetilist välimust.

Standardne trükitud viimistlus
- Välimus: Mati viimistlus selgepiiriliste, ühtlaste kihtidega (tavaliselt 200-mikronise / 0,007” kihi kõrgusega).
- Parim: Sisemised konstruktsioonikomponendid, klambrid, rakised, kinnitused ja prototüüpide kiire paigaldamine, kus esteetika on kiiruse ja kulude suhtes teisejärguline.
- Me ei höövelda ega muuda standardviimistlust, kui seda ei ole nõutud, tagades, et mõõtmete täpsus jääb täpselt mudelile vastavaks.

Aurude silumine
- Protsess: Me kasutame kontrollitud keemilist aurude silumist (atsetooniga kokkupuude), et õrnalt sulatada ja sulatada välimine pinnakiht.
- Tulemus: Läikiv, süstevalu-taoline viimistlus, mis välistab nähtavad kihtide jooned. Veelgi olulisem on see, et see protsess sulgeb kihtide vahelised mikroskoopilised poorid, muutes detaili veekindlaks ja kergemini puhastatavaks.
- Parim: Tarbijale suunatud prototüübid, esitlusmudelid või vedeliku käitlemise rakendused, mis nõuavad suletud pinda.

Trükijärgne mehaaniline töötlemine
- Tõelise ABS-i eelis: Erinevalt haprast PLA-st või kergelt kõvenevatest vaikudest, mis purunevad tööriistade all, on meie tõeline termoplastiline ABS ilusti töödeldav.
- Võimekus: Me teostame rutiinselt trükkimisejärgset puurimist, koputamist (funktsionaalsete metallkeermete/lisade lisamine), tasaste liitpindade freesimist ja käsitsi lihvimist.
- Parim: Keerukad koostud, vastupidavad korpused, mis nõuavad riistvara paigaldamist, ja tiheda tolerantsiga liitmiskohad.
FDM ABSi projekteerimise suunised (DFM)
Selleks, et teie detailid vastaksid funktsionaalsetele nõuetele ja hoiaksid meie standardset ±0,005” (0,127 mm) tolerantsi, tuleb järgida teatavaid projekteerimisreegleid. Kuigi me teeme tasuta DFM-analüüsi iga üleslaetud faili kohta, kiirendab nende parameetrite järgimine teie 24-tunnist tööaega ja hoiab ära kulukad printimisvead.

Maksimaalne ehitusmaht
Meie Stratasys F900 süsteemidel on laiad ehitustingimused, mis on järgmised 914 x 610 x 914 mm (36 x 24 x 36 tolli). Me saame toota suuri paneele, rakiseid ja korpuseid ühes tükis, mis välistab vajaduse nõrkade liimühenduste järele.

Minimaalne seina paksus
- Soovitatav standard: 1,0 mm (0,040”). See tagab piisava sisemise täidise konstruktsiooni terviklikkuse tagamiseks.
- Absoluutne miinimum: 0,8 mm (0,031”). Kõik, mis on sellest õhem, võib printimise käigus delamineeruda või ebaõnnestuda. Alla 0,8 mm seinte puhul kaaluge meie SLA või SLS teenuseid.

Augud ja silindrid (Z-telje kaalutlused)
- FDM loob augud, ladestades materjali ringikujuliselt. Materjali tõmbumise tõttu kipuvad vertikaalsed augud trükkimiseks veidi alamõõdulised olema.
- Parim praktika: Kujundage augud tahtlikult ~0,1 mm - 0,2 mm alamõõdus ja laske meil neid täpsete lõppmõõtudeni puurida või reameerida. Soovitame puurida välja kõik vertikaalsed augud alla 2,0 mm (0,080”).

Ülekandepunktid ja tugikonstruktsioonid
- FDM nõuab vundamenti. Iga üleulatuv nurk, mis ületab 45 kraadi vertikaalsest asendist tingib lahustuvate või lahtiseotud tugistruktuuride tekkimise.
- Tegelikkuse kontroll: Kuigi me kasutame keerukate geomeetriate puhul lahustuvaid tugesid (jättes puhtamad pinnad), jätavad lahustuvad tugesid vastuspinnale väikesed tunnistusjäljed. Projekteerige, pidades silmas orientatsiooni “tasane allapoole”, et minimeerida toe kokkupuudet kriitiliste kosmeetiliste pindade peal.
ABS vs. PC vs. nailon PA12
ABS on tööstusharu tööloom, kuid see ei ole hõbekuul. Vale termoplasti määramine teie rakenduse jaoks viib enneaegsete detailide riketeni ja raisku läinud eelarvevahenditeni. Kui te ei ole kindel, kas ABS on teie funktsionaalsete nõuete jaoks optimaalne valik, kasutage seda juhendit, et võrrelda meie kolme kõige populaarsemat tootmisotstarbelist polümeeri.
Võrdlusmaatriks
| Materjal | Ideaalne kasutusjuhtum | Miks te võite valida alternatiivi |
|---|---|---|
| ABS (FDM) | Valige ABS, kui: Te vajate tasakaalu suure löögitugevuse, kuluefektiivse suurte mahtude prototüüpimise ja suurepäraste järeltöötlemisvõimaluste vahel (lihtne koputama, liimima, puurima ja aurusiledaks tegema). See on standard tarbekaupade testimiseks ja jäikade korpuste valmistamiseks. | Vältige, kui: Teie detailide pidev temperatuur ületab 90 °C (194 °F) või nõuab äärmuslikku keemilist vastupidavust karmidele lahustitele. |
| Polükarbonaat (PC - FDM) | Valige PC, kui: Te vajate suurepärast tõmbetugevust (kuni 68 MPa) ja suurt termilist stabiilsust. Kuumuse paindumistemperatuuri (HDT) 138 °C (280 °F) juures on PC konstrueeritud mootorsõidukite tööriistade, kõrgkuumusega kanalite ja vastupidavate tootmisvahendite jaoks. | Vältige, kui: Kui teil on range eelarve, et teha lihtsat sobivustesti, või kui detail nõuab ulatuslikku käsitsi lihvimist ja keemilist silumist (PC on oluliselt raskem järeltöödelda kui ABS). |
| Nailon PA12 (SLS) | Valige PA12, kui: Teie konstruktsioonil on väga keerulised orgaanilised geomeetrilised vormid, sisekanalid või äärmuslikud üleulatuvused. Kuna selektiivne lasersintreerimine (SLS) kasutab loomuliku alusena paagutamata pulbrit, saame trükkida liikuvaid kooste ja elavaid hinged, millel puuduvad tugi tunnistajamärgid. See pakub ka paremat väsimuskindlust. | Vältige, kui: Kui teil on vaja printerist täielikult suletud, veekindlat pinda (SLS nailon on loomu poolest poorselt poorne ja nõuab tihendamist) või kui teil on vaja võimalikult madalaid kulusid suurte, mahukate geomeetriate jaoks. |
FDM ABS-i tööstuslikud rakendused
Insenerid ei osta 3D-trükke, nad ostavad lahendusi mehaanilistele probleemidele. Kas teil on vaja valideerida konstruktsioon enne $50,000 terasvormi lõikamist või võtta kasutusele sillast tootmisse minev partii, siin on, kuidas meie ABS 3D printimise teenus funktsionaalsete osade jaoks tagab käegakatsutava investeeringu tasuvuse kogu toote elutsükli jooksul.
Funktsionaalsed prototüübid vormi ja sobivuse jaoks
- Väljakutse: SLA vaigud näevad suurepärased välja, kuid purunevad paindetugevuse all. Elavat liigendit või snap-fit-mehhanismi ei saa katsetada hapra materjaliga.
- ABS-lahendus: Meie tõeline termoplastiline ABS jäljendab pritsitud plastide plastilisust ja murdumisvenitust. Me trükime regulaarselt tarbeelektroonika korpusi, mis suudavad üle elada rangeid, korduvaid põrutuskatseid ilma katastroofilise rikkumiseta.
- Tulemus: Te kinnitate CAD-konstruktsiooni kindlalt kalliste survevormi tööriistade jaoks, välistades sellega kuluka ümbertöötlemise riski.


A-klassi pindadele mõeldud mitte-marring Jigs (mitte-marring Jigs)
- Väljakutse: CNC-töödeldud alumiiniumist kokkupanek kinnitusvahendid on kallid, rasked ja kurikuulsad, et nad kriimustavad kokkupanekul värvitud või anodeeritud lõpptooteid.
- ABS-lahendus: ABS on konstruktsiooniliselt piisavalt jäik, et hoida kokkupaneku ajal tihedaid tolerantse, kuid samas oluliselt pehmem kui metall. Trükime keerukaid, kohandatud geomeetriatüüpe, mis sobivad ideaalselt teie tootele ilma A-pinda rikkumata.
- Tulemus: Vähenenud praakimismäärad koosteliinil ja 70% vähenevad kinnituste valmistamise kulud võrreldes traditsioonilise CNC-töötlemisega.
Väikesemahuline sillatootmine lõpptarbekaupade jaoks
- Väljakutse: Te vajate kohe 50-500 ühikut andurikorpust. Traditsiooniline tootmine on liiga aeglane ja standardsed 3D-trükifilamendid (nagu PLA või PETG) väänduvad tööstuslikul töötemperatuuril.
- ABS-lahendus: Meie Fortus'e trükitud ABS-osad töötavad usaldusväärselt 80 °C temperatuuriga keskkonnas, mille soojuspaindumise temperatuur (HDT) on 96 °C. Need ei lagune kuumas auto siseruumis ega raskete masinate juhtimiskappides.
- Tulemus: Saate vältida 8-nädalast ooteaega süstevalu jaoks ja viia vastupidavad, kuumakindlad lõppkasutatavad detailid põllule mõne päevaga.

Lõpetage oma disaini hindamine. Hangi kohene hinnapakkumine ja tasuta DFM-ülevaade.
Laadige oma 3D-mudel (STEP või STL) meie turvalisse, NDA-ga kaitstud portaali, et saada kohene hinnapakkumine. Te ei saa lihtsalt hinda. Meie süsteem ja insenerid analüüsivad koheselt teie geomeetriat optimaalse ehitusorientatsiooni, seinapaksuse riskide ja võimalike tugitunnuste kohta. Nullkulu. Null kohustus.
Korduma kippuvad küsimused
Me usume täielikku läbipaistvust. Siin on otsesed vastused kõige tavalisematele tehnilistele küsimustele, mida me saame meie ABS FDM teenuseid hindavatelt mehaanikainseneridelt ja hankemeeskondadelt.
Kas teie ABS-materjal ühildub atsetooniga auruga silumiseks?
Jah. Kuna me kasutame 100% puhast, tootmiskvaliteediga termoplastilist ABS-i (mitte odavaid segusid, PLA-d või PETG-d), reageerivad meie detailid keemilisele aurude silumisele väga etteaimatavalt. Atsetoonprotsess sulatab ja sulatab väliskesta tõhusalt, kõrvaldades nähtavad kihtide jooned, tihendades mikropoore ja andes läikiva, veekindla viimistluse, mis jäljendab täpselt süstevalu.
Kuidas on teie FDM ABS-i tugevus võrreldav traditsioonilise survevalu ABS-i tugevusega?
Me ei anna kunagi liiga suuri lubadusi. Kiht-kihi FDM ekstrusiooni põhilise olemuse tõttu säilib trükitud ABS-osa tüüpiliselt ligikaudu 80% tõmbetugevuse kohta tahke, survevormitud ekvivalent. See tuleneb peamiselt Z-telje anisotroopiast. FDM ABS on erakordne funktsionaalsete prototüüpide, sobivuse testimise ja madala koormusega kinnitusdetailide jaoks. Kui aga teie rakendus nõuab 100% isotroopne tugevus või kui te soovite suurendada mahtu, on traditsiooniline survevalu vajalik järgmine samm. Soovitame tungivalt kasutada meie FDM-osi, et oma CAD-konstruktsiooni põhjalikult valideerida, enne kui investeerite sellesse kallisesse terasest tööriistadesse.
Ma laadin üles patenteeritud CAD-mudeleid. Kuidas te tagate IP-turvalisuse?
Teie intellektuaalomand on teie elujõud. Meie hinnapakkumiste portaal on läbivalt krüpteeritud. Veelgi olulisem on see, et me pakume automatiseeritud, õiguslikult siduvat Mitteavaldamise leping (NDA) mida saate ühe klõpsuga käivitada juba enne STEP- või STL-failide üleslaadimist. Me ei anna kunagi teie ITAR-tundlikke või konfidentsiaalseid projekte välja kontrollimata kolmandatele osapooltele.
Rääkige otse tootmisinseneriga
Kuigi meie kohene tsiteerimine portaal tegeleb standardpäringutega 24/7, keerulised koosted nõuavad inimteadmisi. Enne kui te tellige oma ABS 3D printimise tellimus, kui teie projekt hõlmab ITAR-piiranguid, kohandatud testimisnõudeid või suure mahuga tellimusi, jätke automatiseeritud süsteem vahele. Rääkige otse inseneridega, kes tegelikult teie ehitust tehases haldavad.