Servicio de impresión 3D en ABS
ShincoFab fabrica componentes de acrilonitrilo butadieno estireno (ABS) de alta resistencia utilizando sistemas Stratasys Fortus de cámara cerrada. Consiga tolerancias repetibles de ±0,005” (0,127 mm) con una adhesión optimizada de las capas en el eje Z. 100% ABS auténtico, no mezclas baratas. Certificado AS9100 e ISO 9001.
Cámaras industriales frente a camas de sobremesa
Si alguna vez ha recibido una pieza impresa en ABS 3D que se curvaba en las esquinas o se partía a lo largo de las líneas de las capas, es probable que se haya producido en una máquina de sobremesa utilizando una cama caliente. El ABS tiene un alto coeficiente de expansión térmica. Cuando las capas inferiores se calientan pero las superiores se enfrían rápidamente a temperatura ambiente, se produce una contracción desigual. ¿Cuál es el resultado? Deformación, fallos dimensionales y unión débil de las capas.
En ShincoFab, nuestro Impresión FDM ABS elimina este defecto fundamental.
Todas nuestras piezas de ABS se fabrican en Sistemas Stratasys Fortus y F900 equipados con cámaras de construcción totalmente cerradas y con calefacción activa.
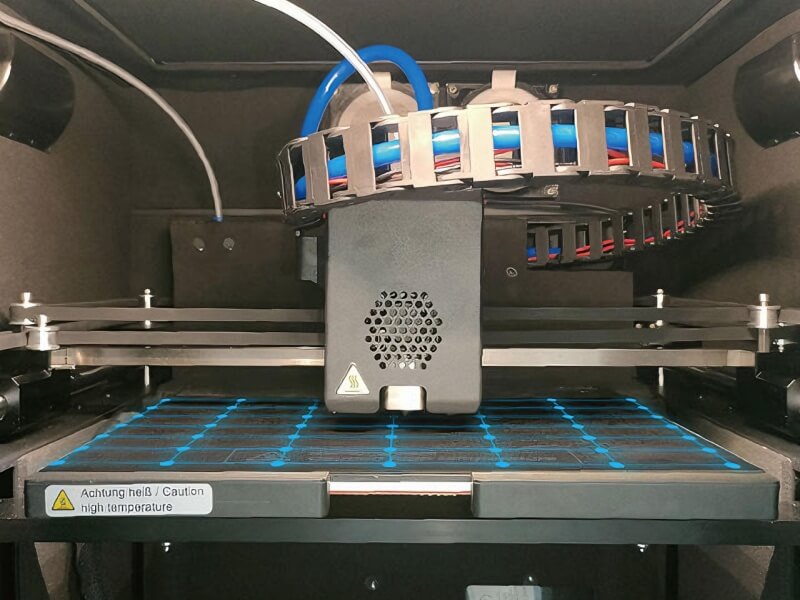
Entorno de construcción constante a 90°C
Al mantener toda la envoltura a unos 90 °C (justo por debajo de la temperatura de transición vítrea del ABS), eliminamos las tensiones residuales internas. De este modo se evitan las curvaturas, incluso en geometrías grandes y planas.

Máxima resistencia del eje Z
El control térmico uniforme evita el enfriamiento rápido. Esto permite que las cadenas de polímero se entrelacen adecuadamente a través de las líneas de extrusión, mejorando drásticamente la adherencia de la capa en el eje Z y evitando la delaminación bajo carga mecánica.

Precisión dimensional predecible
El enfriamiento controlado desde la primera capa hasta la capa superior garantiza que sus piezas mantengan el ±0,005” (0,127 mm) tolerancia de forma constante, independientemente de la altura o el volumen de la pieza.
ABS termoplástico real frente a resinas similares al ABS
Muchos proveedores engañan a los clientes ofreciéndoles Materiales de impresión 3D de resina SLA similares al ABS cuando se solicita ABS auténtico. Aunque las piezas SLA parecen lisas, se degradan bajo la luz ultravioleta y se vuelven quebradizas con el tiempo. No hacemos juegos de palabras. Utilizamos 100% real, de grado de producción Filamento ABS. Nuestras piezas se pueden roscar, taladrar, lijar, alisar químicamente y someter a pruebas mecánicas reales sin que se rompan.
Si especifica ABS, obtendrá polímero termoplástico diseñadas para sus requisitos funcionales exactos.
Matriz de selección de materiales
| Calidad del material | Resistencia a la tracción | Características principales | Aplicaciones industriales ideales |
|---|---|---|---|
| ABS estándar (M30) | 36 MPa (5.200 psi) | Alta resistencia al impacto. Equilibra resistencia, dureza y durabilidad. | Prototipos funcionales, componentes a presión, pruebas de bienes de consumo. |
| ABS-ESD7 | 35 MPa (5.000 psi) | Disipador de estática (resistencia superficial: 10⁴ - 10⁹ ohmios). Evita la acumulación de electricidad estática. | Cajas electrónicas, dispositivos de montaje de placas de circuito impreso, plantillas de manipulación automatizada. |
| ABS-M30i | 36 MPa (5.200 psi) | Biocompatible y esterilizable (Gamma o EtO). Cumple ISO 10993 USP Clase VI. | Guías de perforación quirúrgica, creación de prototipos de dispositivos médicos, envasado de productos farmacéuticos. |
| ABS-CF10 | 43 MPa (6.200 psi) | Infundido con fibra de carbono picada 10%. 50% mayor rigidez que el ABS estándar. | Utillaje de fin de brazo (EOAT), ayudas a la fabricación, soportes de carga de alto esfuerzo. |
Datos del material ABS para producción
Los números importan. Los datos que aparecen a continuación representan ABS-M30 estándar de Stratasys impreso en sistemas Fortus industriales. No se trata de resultados teóricos de laboratorio de muestras moldeadas por inyección, sino de métricas reales, tal y como se imprimen, en las que puede confiar. producir piezas funcionales de ABS y prototipos de alta durabilidad.
Tabla de especificaciones técnicas
| Propiedad (Norma ASTM) | Valor corregido (métrico / imperial) | Por qué es importante para su aplicación |
|---|---|---|
| Resistencia a la tracción, límite elástico (D638) | ~28-31 MPa (4.100-4.500 psi), en función de la dirección | Determina la carga que puede soportar una pieza antes de deformarse permanentemente; importante para encajes a presión, clips y soportes con carga. |
| Módulo de tracción (D638) | ~2.400 MPa (348.000-350.000 psi) | Mide la rigidez; útil para soportes estructurales, plantillas y accesorios sometidos a esfuerzos continuos. |
| Temperatura de deflexión térmica (HDT) @ 66 psi (D648) | 96°C (204°F) | Indica lo bien que la pieza mantiene la forma bajo el calor en entornos de servicio. |
| Resistencia al impacto, muesca Izod (D256) | ~139 J/m (2,6 ft-lb/in) | Muestra resistencia a impactos repentinos en concentradores de tensión como esquinas, ranuras y muescas. |
La realidad de la ingeniería
FDM ABS Anisotropía
Como todos los procesos FDM, nuestras piezas ABS presentan anisotropía (propiedades direccionales). Mientras que optimizamos la adhesión de capas con cámaras calefactadas, La resistencia a la tracción del eje Z suele ser ~70% de la resistencia X-Y.
Cómo mitigamos este riesgo para usted:
Si su pieza va a soportar cargas mecánicas importantes, infórmenos durante la fase de presupuesto. Nuestros ingenieros de DFM orientarán estratégicamente la dirección de fabricación (por ejemplo, colocando los puntos de tensión críticos paralelos al plano X-Y) o sugerirán modificaciones de diseño (como añadir filetes o nervaduras) para garantizar la integridad estructural. antes de iniciar el proceso de construcción
Acabados superficiales y postprocesado
Dado que utilizamos tecnología FDM industrial para extruir termoplásticos reales, nuestras piezas de ABS impresas mostrarán líneas de capa visibles. Este es el sello distintivo de una construcción FDM estructuralmente sólida. No obstante, ofrecemos soluciones completas de posprocesamiento en función de si su proyecto requiere un rendimiento mecánico bruto o una estética moldeada por inyección.

Acabado estándar
- Apariencia: Acabado mate con líneas de capa definidas y uniformes (normalmente con una altura de capa de 200 micras / 0,007”).
- Lo mejor para: Componentes estructurales internos, soportes, plantillas, accesorios y prototipos para pruebas rápidas de ajuste en las que la estética es secundaria frente a la velocidad y el coste.
- No lijamos ni alteramos los acabados estándar a menos que se nos solicite, lo que garantiza que la precisión dimensional se mantiene exactamente según el modelo.

Alisado de vapor
- El proceso: Utilizamos un alisado químico controlado con vapor (exposición a acetona) para fundir y fusionar suavemente la capa superficial externa.
- El resultado: Un acabado brillante, similar al moldeado por inyección, que elimina las líneas visibles de las capas. Y lo que es más importante, este proceso sella los poros microscópicos entre capas, lo que hace que la pieza sea resistente al agua y más fácil de limpiar.
- Lo mejor para: Prototipos de cara al consumidor, modelos de presentación o aplicaciones de manipulación de fluidos que requieran una superficie sellada.

Mecanizado posterior a la impresión
- La ventaja del ABS real: A diferencia del frágil PLA o de las resinas fotopolimerizables que se rompen con las herramientas, nuestro auténtico ABS termoplástico se mecaniza de maravilla.
- Capacidades: Realizamos de forma rutinaria perforaciones posteriores a la impresión, roscado (adición de roscas/insertos metálicos funcionales), fresado de superficies de contacto planas y lijado manual.
- Lo mejor para: Ensamblajes complejos, carcasas duraderas que requieren la instalación de herrajes e interfaces de acoplamiento con tolerancias estrictas.
Directrices de diseño de FDM ABS (DFM)
Para garantizar que sus piezas cumplen los requisitos funcionales y mantienen nuestra tolerancia estándar de ±0,005” (0,127 mm), deben respetarse ciertas reglas de diseño. Aunque realizamos un análisis DFM gratuito de cada archivo cargado, el cumplimiento de estos parámetros agilizará su plazo de entrega de 24 horas y evitará costosos fallos de impresión.

Volumen máximo de construcción
Nuestros sistemas Stratasys F900 cuentan con una amplia área de construcción de 914 x 610 x 914 mm (36 x 24 x 36 pulgadas). Podemos producir grandes paneles, plantillas y carcasas en una sola pieza, lo que elimina la necesidad de uniones pegadas débiles.

Espesor mínimo de pared
- Norma recomendada: 1,0 mm (0,040”). Esto garantiza un relleno interno suficiente para la integridad estructural.
- Mínimo absoluto: 0,8 mm (0,031”). Todo lo que sea más fino corre el riesgo de delaminación o fallo durante el proceso de impresión. Para paredes inferiores a 0,8 mm, considere nuestros servicios SLA o SLS.

Taladros y cilindros (consideraciones sobre el eje Z)
- FDM crea agujeros depositando material en círculos. Debido al arrastre de material, los orificios verticales tienden a imprimirse con un tamaño ligeramente inferior.
- Buenas prácticas: Diseñe los orificios intencionadamente con un tamaño inferior en ~0,1 mm - 0,2 mm y déjenos taladrarlos o escariarlos a posteriori para obtener unas dimensiones finales precisas. Recomendamos taladrar los agujeros verticales por debajo de 2,0 mm (0,080”).

Voladizos y estructuras de soporte
- FDM requiere una cimentación. Cualquier ángulo de voladizo superior a 45 grados desde la vertical requerirá la generación de estructuras de soporte solubles o de ruptura.
- La prueba de la realidad: Aunque utilizamos soportes solubles para geometrías complejas (que dejan superficies más limpias), los soportes rompibles dejarán pequeñas marcas de testigo en la superficie de contacto. Diseñe con una orientación “plana hacia abajo” en mente para minimizar el contacto del soporte en las caras cosméticas críticas.
ABS vs. PC vs. Nylon PA12
El ABS es una bestia de carga de la industria, pero no es una bala de plata. Especificar el termoplástico incorrecto para su aplicación conduce al fallo prematuro de la pieza y al derroche de presupuesto. Si no está seguro de si el ABS es la mejor opción para sus requisitos funcionales, utilice esta guía para comparar nuestros tres polímeros de producción más populares.
Matriz de comparación
| Material | Caso de uso ideal | Por qué elegir una alternativa |
|---|---|---|
| ABS (FDM) | Elija ABS si: Necesita un equilibrio entre alta resistencia al impacto, creación rentable de prototipos de gran volumen y excelentes capacidades de procesamiento posterior (fácil de roscar, pegar, taladrar y alisar con vapor). Es el estándar para pruebas de bienes de consumo y cajas rígidas. | Evitar si: Su pieza experimentará temperaturas continuas superiores a 90°C (194°F) o requiere una resistencia química extrema a disolventes agresivos. |
| Policarbonato (PC - FDM) | Elige PC si: Necesita una resistencia a la tracción superior (hasta 68 MPa) y una gran estabilidad térmica. Con una temperatura de deflexión térmica (HDT) de 138 °C (280 °F), el PC está diseñado para utillaje de automoción bajo el capó, conductos de alta temperatura y medios de fabricación resistentes. | Evitar si: Tiene un presupuesto estricto para una simple prueba de ajuste, o si la pieza requiere un extenso lijado manual y alisado químico (el PC es mucho más difícil de postprocesar que el ABS). |
| Nylon PA12 (SLS) | Elija PA12 si: Su diseño presenta geometrías orgánicas muy complejas, canales internos o voladizos extremos. Dado que el sinterizado selectivo por láser (SLS) utiliza polvo sin sinterizar como soporte natural, podemos imprimir conjuntos móviles y bisagras vivas sin marcas de testigos de soporte. También ofrece una resistencia superior a la fatiga. | Evitar si: Necesita una superficie completamente sellada y estanca fuera de la impresora (el nailon SLS es naturalmente poroso y requiere sellado), o si necesita el menor coste posible para geometrías grandes y voluminosas. |
Aplicaciones industriales de FDM ABS
Los ingenieros no compran impresiones en 3D; compran soluciones a problemas mecánicos. Tanto si necesita validar un diseño antes de cortar un molde de acero de $50.000 como desplegar un lote de puente a producción, he aquí cómo nuestro Servicio de impresión 3D en ABS para piezas funcionales ofrece una rentabilidad tangible en todo el ciclo de vida del producto.
Prototipos funcionales de forma y ajuste
- El reto: Las resinas SLA tienen muy buen aspecto, pero se rompen con la flexión. No se puede probar una bisagra viva o un mecanismo de encaje a presión con materiales quebradizos.
- La solución ABS: Nuestro ABS termoplástico real reproduce la ductilidad y el alargamiento a la rotura de los plásticos moldeados por inyección. Imprimimos de forma rutinaria carcasas de productos electrónicos de consumo que pueden sobrevivir a rigurosas y repetidas pruebas de encaje a presión sin fallos catastróficos.
- El resultado: Usted aprueba con confianza el diseño CAD para el costoso utillaje de moldeo por inyección, eliminando el riesgo de costosos retoques posteriores al utillaje.


Plantillas que no dejan marcas para superficies de clase A
- El reto: Mecanizado CNC montaje de aluminio son caros, pesados y muy propensos a rayar los productos finales pintados o anodizados en la cadena de montaje.
- La solución ABS: El ABS es estructuralmente lo suficientemente rígido como para mantener tolerancias estrictas durante el montaje, pero significativamente más blando que el metal. Imprimimos geometrías de anidamiento complejas y personalizadas que se adaptan perfectamente a su producto sin estropear la superficie A.
- El resultado: Reducción de las tasas de desechos en la línea de montaje y una reducción de 70% en los costes de fabricación de fijaciones en comparación con el mecanizado CNC tradicional.
Producción puente de bajo volumen para piezas de uso final
- El reto: Necesita de 50 a 500 unidades de una carcasa de sensor de forma inmediata. La fabricación tradicional es demasiado lenta y los filamentos de impresión 3D estándar (como PLA o PETG) se deforman a temperaturas de funcionamiento industrial.
- La solución ABS: Con una temperatura de deflexión térmica (HDT) de 96 °C, nuestras piezas de ABS impresas con Fortus funcionan de forma fiable en entornos de 80 °C continuos. No se degradarán en el interior de un coche caliente ni dentro de armarios de control de maquinaria pesada.
- El resultado: Evitará el tiempo de espera de 8 semanas del moldeo por inyección y pondrá en el mercado piezas finales duraderas y resistentes al calor en cuestión de días.

Deje de cuestionar su diseño. Obtenga un presupuesto instantáneo y una revisión DFM gratuita.
Cargue su modelo 3D (STEP o STL) en nuestro portal seguro y protegido por NDA para obtener un presupuesto instantáneo. No sólo obtendrá un precio. Nuestro sistema y nuestros ingenieros analizarán al instante su geometría para determinar la orientación óptima de construcción, los riesgos de grosor de pared y las posibles marcas testigo de soporte. Coste cero. Sin compromiso.
Preguntas frecuentes
Creemos en la transparencia total. He aquí las respuestas directas a las preguntas técnicas más habituales que recibimos de ingenieros mecánicos y equipos de compras que evalúan nuestros servicios de ABS FDM.
¿Es su material ABS compatible con el alisado con vapor de acetona?
Sí. Como utilizamos ABS termoplástico 100% puro y de calidad de producción (no mezclas baratas, PLA ni PETG), nuestras piezas reaccionan de forma muy predecible al alisado químico con vapor. El proceso de acetona funde y fusiona eficazmente el revestimiento exterior, eliminando las líneas visibles de las capas, sellando los microporos y proporcionando un acabado brillante y resistente al agua que imita fielmente el moldeo por inyección.
¿Cuál es la resistencia de su ABS FDM en comparación con el ABS moldeado por inyección tradicional?
Nunca prometemos más de la cuenta. Debido a la naturaleza fundamental de la extrusión FDM capa por capa, una pieza de ABS tal y como se imprime normalmente conservará aproximadamente 80% de la resistencia a la tracción de un equivalente sólido moldeado por inyección. Esto se debe principalmente a la anisotropía del eje Z. El ABS FDM es excepcional para la creación de prototipos funcionales, pruebas de ajuste y accesorios de baja tensión. Sin embargo, si su aplicación exige 100% resistencia isotrópica o está escalando a grandes volúmenes, el moldeo por inyección tradicional es el siguiente paso necesario. Le recomendamos encarecidamente que utilice nuestras piezas FDM para validar a fondo su diseño CAD antes de invertir en ese costoso utillaje de acero.
Estoy cargando modelos CAD patentados. ¿Cómo garantizan la seguridad de la propiedad intelectual?
Su propiedad intelectual es su alma. Nuestro portal de presupuestos está cifrado de extremo a extremo. Y lo que es más importante, ofrecemos un sistema automatizado y jurídicamente vinculante. Acuerdo de confidencialidad que puede ejecutar con un solo clic incluso antes de cargar sus archivos STEP o STL. Nunca subcontratamos sus diseños confidenciales o patentados a intermediarios no verificados.
Hable directamente con un ingeniero de fabricación
Aunque nuestro cotización instantánea portal gestiona las solicitudes estándar 24 horas al día, 7 días a la semana, los montajes complejos exigen conocimientos humanos. Antes de Realice su pedido de impresión en ABS 3D, Si su proyecto implica restricciones ITAR, requisitos de pruebas personalizadas o pedidos globales de gran volumen, prescinda del sistema automatizado. Hable directamente con los ingenieros que gestionarán su proyecto en el taller.