Υπηρεσία 3D εκτύπωσης ABS
Η ShincoFab κατασκευάζει εξαρτήματα υψηλής αντοχής από ακρυλονιτρίλιο βουταδιενίου στυρενίου (ABS) χρησιμοποιώντας συστήματα κλειστού θαλάμου Stratasys Fortus. Επιτυγχάνουν επαναλαμβανόμενες ανοχές ±0,005” (0,127 mm) με βελτιστοποιημένη πρόσφυση στρώματος στον άξονα Ζ. 100% πραγματικό ABS, όχι φθηνά μείγματα. Πιστοποίηση AS9100 & ISO 9001.
Βιομηχανικοί θάλαμοι έναντι κλινών γραφείου
Εάν έχετε λάβει ποτέ ένα τρισδιάστατα εκτυπωμένο τμήμα ABS που κατσαρώνει στις γωνίες ή διασπάται κατά μήκος των γραμμών στρώσης, είναι πιθανό να έχει παραχθεί σε επιτραπέζιο μηχάνημα με θερμαινόμενη κλίνη. Το ABS έχει υψηλό συντελεστή θερμικής διαστολής. Όταν τα κάτω στρώματα θερμαίνονται αλλά τα άνω στρώματα ψύχονται γρήγορα σε θερμοκρασία δωματίου, εμφανίζεται ανομοιόμορφη συρρίκνωση. Το αποτέλεσμα; Στρέβλωση, αστοχία διαστάσεων και αδύναμη συγκόλληση στρώσεων.
Στο ShincoFab, το δικό μας Εκτύπωση FDM ABS διαδικασία εξαλείφει αυτό το θεμελιώδες ελάττωμα.
Όλα τα εξαρτήματά μας ABS κατασκευάζονται σε Συστήματα Stratasys Fortus και F900 εξοπλισμένα με πλήρως κλειστούς, ενεργά θερμαινόμενους θαλάμους κατασκευής.
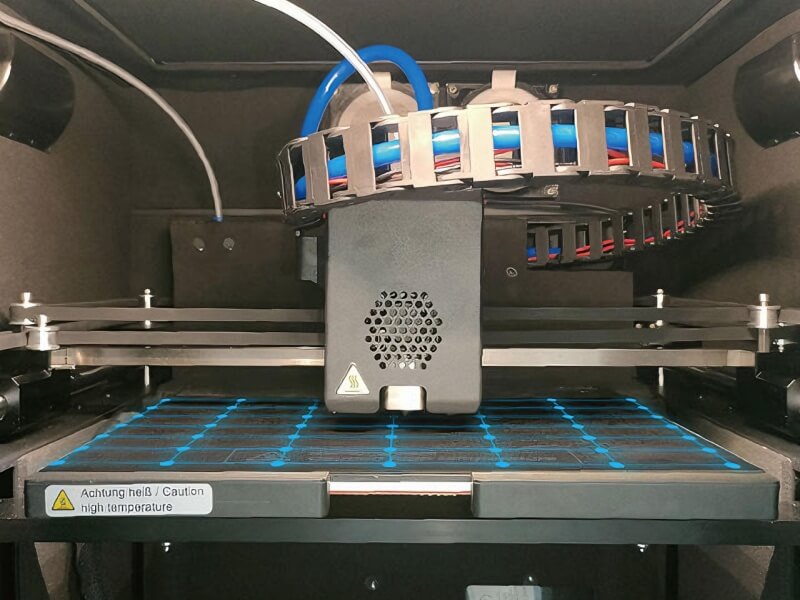
Σταθερό περιβάλλον κατασκευής 90°C
Διατηρώντας ολόκληρο το περίβλημα κατασκευής στους 90°C περίπου (ακριβώς κάτω από τη θερμοκρασία υαλώδους μετάπτωσης του ABS), εξαλείφουμε τις εσωτερικές παραμένουσες τάσεις. Αυτό αποτρέπει το κατσάρωμα, ακόμη και σε μεγάλες, επίπεδες γεωμετρίες.

Μεγιστοποιημένη αντοχή στον άξονα Z
Ο ομοιόμορφος θερμικός έλεγχος αποτρέπει την ταχεία ψύξη. Αυτό επιτρέπει στις πολυμερικές αλυσίδες να περιπλέκονται σωστά στις γραμμές εξώθησης, βελτιώνοντας δραστικά την πρόσφυση των στρώσεων στον άξονα Ζ και αποτρέποντας την αποκόλληση υπό μηχανική φόρτιση.

Προβλέψιμη ακρίβεια διαστάσεων
Η ελεγχόμενη ψύξη από το πρώτο στρώμα έως το ανώτερο στρώμα εξασφαλίζει ότι τα εξαρτήματά σας διατηρούν την ±0,005” (0,127 mm) ανοχή με συνέπεια, ανεξάρτητα από το ύψος ή τον όγκο του τεμαχίου.
Πραγματικό θερμοπλαστικό ABS έναντι ρητινών τύπου ABS
Πολλοί πάροχοι παραπλανούν τους πελάτες προσφέροντας Υλικά τρισδιάστατης εκτύπωσης ρητίνης SLA τύπου ABS όταν ζητείται true ABS. Ενώ τα εξαρτήματα SLA φαίνονται ομαλά, υποβαθμίζονται κάτω από το υπεριώδες φως και γίνονται εύθραυστα με την πάροδο του χρόνου. Δεν παίζουμε παιχνίδια με τις λέξεις. Χρησιμοποιούμε 100% πραγματικό, παραγωγικής ποιότητας Νήμα ABS. Τα εξαρτήματά μας μπορούν να τρυπηθούν, να τρυπηθούν, να τριφτούν, να λειανθούν χημικά και να υποβληθούν σε πραγματικές μηχανικές δοκιμές χωρίς να θρυμματιστούν.
Όταν καθορίζετε ABS, λαμβάνετε πραγματική θερμοπλαστικό πολυμερές σχεδιασμένο για τις ακριβείς λειτουργικές απαιτήσεις σας.
Πίνακας επιλογής υλικών
| Βαθμός υλικού | Αντοχή σε εφελκυσμό | Βασικά χαρακτηριστικά | Ιδανικές βιομηχανικές εφαρμογές |
|---|---|---|---|
| Στάνταρ ABS (M30) | 36 MPa (5.200 psi) | Υψηλή αντοχή στην κρούση. Εξισορροπεί την αντοχή, την ανθεκτικότητα και την ανθεκτικότητα. | Λειτουργικά πρωτότυπα, εξαρτήματα με δυνατότητα τοποθέτησης, δοκιμές καταναλωτικών αγαθών. |
| ABS-ESD7 | 35 MPa (5.000 psi) | Στατική-διαλυτική (αντίσταση επιφάνειας: 10⁴ - 10⁹ Ω). Αποτρέπει τη συσσώρευση στατικού ηλεκτρισμού. | Ηλεκτρονικά περιβλήματα, εξαρτήματα συναρμολόγησης PCB, διατάξεις αυτοματοποιημένου χειρισμού. |
| ABS-M30i | 36 MPa (5.200 psi) | Βιοσυμβατό και αποστειρώσιμο (Gamma ή EtO). Ανταποκρίνεται στο ISO 10993 USP Class VI. | Χειρουργικοί οδηγοί τρυπανιών, πρωτοτυποποίηση ιατρικών συσκευών, φαρμακευτική συσκευασία. |
| ABS-CF10 | 43 MPa (6.200 psi) | Εμποτισμένο με τεμαχισμένη ίνα άνθρακα 10%. 50% μεγαλύτερη ακαμψία από το τυπικό ABS. | Εργαλεία για το άκρο του βραχίονα (EOAT), βοηθήματα κατασκευής, βραχίονες φορτίου υψηλής πίεσης. |
Δεδομένα υλικού ABS κατηγορίας παραγωγής
Οι αριθμοί έχουν σημασία. Τα παρακάτω δεδομένα αντιπροσωπεύουν το τυπικό ABS-M30 της Stratasys που εκτυπώνεται σε βιομηχανικά συστήματα Fortus. Δεν πρόκειται για θεωρητικά εργαστηριακά αποτελέσματα από δείγματα που έχουν χυτευτεί με έγχυση- πρόκειται για μετρήσεις του πραγματικού κόσμου, όπως εκτυπώνονται, στις οποίες μπορείτε να βασιστείτε για να παράγουν λειτουργικά εξαρτήματα ABS και πρωτότυπα υψηλής ανθεκτικότητας.
Πίνακας τεχνικών προδιαγραφών
| Ιδιότητα (πρότυπο ASTM) | Διορθωμένη τιμή (μετρική / αυτοκρατορική) | Γιατί έχει σημασία για την εφαρμογή σας |
|---|---|---|
| Αντοχή σε εφελκυσμό, απόδοση (D638) | ~28-31 MPa (4.100-4.500 psi), ανάλογα με την κατεύθυνση | Καθορίζει το φορτίο που μπορεί να αντέξει ένα τεμάχιο πριν παραμορφωθεί μόνιμα- σημαντικό για τις συναρμολογήσεις, τα κλιπ και τα φορτισμένα στηρίγματα. |
| Συντελεστής εφελκυσμού (D638) | ~2.400 MPa (348.000-350.000 psi) | Μετράει τη δυσκαμψία- χρήσιμο για δομικά στηρίγματα, διατάξεις και εξαρτήματα υπό συνεχή καταπόνηση. |
| Θερμοκρασία θερμικής εκτροπής (HDT) @ 66 psi (D648) | 96°C (204°F) | Δείχνει πόσο καλά το εξάρτημα διατηρεί το σχήμα του υπό συνθήκες θερμότητας σε περιβάλλοντα χρήσης. |
| Αντοχή σε κρούση, Izod Notched (D256) | ~139 J/m (2,6 ft-lb/in) | Παρουσιάζει αντοχή σε ξαφνικές κρούσεις σε σημεία συγκέντρωσης τάσεων, όπως γωνίες, σχισμές και εγκοπές. |
Έλεγχος της πραγματικότητας της μηχανικής
FDM ABS Ανισοτροπία
Όπως όλες οι διαδικασίες FDM, τα ABS μέρη μας παρουσιάζουν ανισοτροπία (κατευθυντικές ιδιότητες). Ενώ βελτιστοποιούμε την πρόσφυση στρώματος με θερμαινόμενους θαλάμους, Η αντοχή σε εφελκυσμό του άξονα Ζ είναι συνήθως ~70% της αντοχής X-Y.
Πώς μετριάζουμε αυτόν τον κίνδυνο για εσάς:
Εάν το εξάρτημά σας θα φέρει σημαντικά μηχανικά φορτία, παρακαλούμε να μας ενημερώσετε κατά τη φάση της υποβολής προσφοράς. Οι μηχανικοί μας DFM θα προσανατολίσουν στρατηγικά την κατεύθυνση κατασκευής (π.χ., τοποθετώντας τα κρίσιμα σημεία καταπόνησης παράλληλα στο επίπεδο Χ-Υ) ή θα προτείνουν τροποποιήσεις σχεδιασμού (όπως η προσθήκη φιλέτων ή νευρώσεων) για να διασφαλίσουν τη δομική ακεραιότητα. πριν ξεκινήσουμε τη διαδικασία κατασκευής
Επιφανειακά φινιρίσματα και μετεπεξεργασία
Επειδή χρησιμοποιούμε τη βιομηχανική τεχνολογία FDM για την εξώθηση πραγματικών θερμοπλαστικών, τα εκτυπωμένα εξαρτήματα ABS θα εμφανίζουν ορατές γραμμές στρώματος. Αυτό είναι το σήμα κατατεθέν μιας δομικά υγιούς κατασκευής FDM. Ωστόσο, προσφέρουμε ολοκληρωμένες λύσεις μετεπεξεργασίας ανάλογα με το αν το έργο σας απαιτεί ακατέργαστη μηχανική απόδοση ή αισθητική χύτευσης με έγχυση.

Τυποποιημένο φινίρισμα όπως εκτυπώνεται
- Εμφάνιση: Ματ φινίρισμα με ευδιάκριτες, ομοιόμορφες γραμμές στρώματος (συνήθως κατασκευάζεται σε ύψος στρώματος 200 micron / 0,007”).
- Καλύτερα για: Εσωτερικά δομικά εξαρτήματα, βραχίονες, διατάξεις, εξαρτήματα και πρωτότυπα ταχείας δοκιμής προσαρμογής, όπου η αισθητική είναι δευτερεύουσα σε σχέση με την ταχύτητα και το κόστος.
- Δεν τρίβουμε ή τροποποιούμε τα τυποποιημένα τελειώματα, εκτός εάν ζητηθεί, εξασφαλίζοντας ότι η ακρίβεια των διαστάσεων παραμένει ακριβώς όπως έχει διαμορφωθεί.

Εξομάλυνση ατμού
- Η διαδικασία: Χρησιμοποιούμε ελεγχόμενη χημική εξομάλυνση ατμών (έκθεση σε ακετόνη) για να λιώσουμε και να συγχωνεύσουμε απαλά το εξωτερικό επιφανειακό στρώμα.
- Το αποτέλεσμα: Ένα γυαλιστερό, χυτευμένο με έγχυση φινίρισμα που εξαλείφει τις ορατές γραμμές στρώματος. Το πιο σημαντικό είναι ότι η διαδικασία αυτή σφραγίζει τους μικροσκοπικούς πόρους μεταξύ των στρώσεων, καθιστώντας το εξάρτημα ανθεκτικό στο νερό και ευκολότερο στον καθαρισμό.
- Καλύτερα για: Πρωτότυπα που απευθύνονται στον καταναλωτή, μοντέλα παρουσίασης ή εφαρμογές χειρισμού υγρών που απαιτούν σφραγισμένη επιφάνεια.

Κατεργασία μετά την εκτύπωση
- Το πλεονέκτημα των πραγματικών ABS: Σε αντίθεση με το εύθραυστο PLA ή τις ρητίνες που σκληρύνονται με το φως και θρυμματίζονται κάτω από την εργαλειοποίηση, το πραγματικό θερμοπλαστικό ABS μας επεξεργάζεται όμορφα.
- Δυνατότητες: Πραγματοποιούμε συστηματικά διάτρηση μετά την εκτύπωση, βιδώσεις (προσθήκη λειτουργικών μεταλλικών σπειρωμάτων/ενθέτων), φρεζάρισμα επίπεδων επιφανειών αντιστοίχισης και χειροκίνητη λείανση.
- Καλύτερα για: Πολύπλοκες συναρμολογήσεις, ανθεκτικά περιβλήματα που απαιτούν εγκατάσταση υλικού και διεπαφές στενής ανοχής.
Οδηγίες σχεδιασμού FDM ABS (DFM)
Για να διασφαλιστεί ότι τα εξαρτήματά σας πληρούν τις λειτουργικές απαιτήσεις και τηρούν την τυπική ανοχή ±0,005” (0,127 mm), πρέπει να τηρούνται ορισμένοι κανόνες σχεδιασμού. Παρόλο που πραγματοποιούμε δωρεάν ανάλυση DFM σε κάθε αρχείο που ανεβάζουμε, η τήρηση αυτών των παραμέτρων θα επιταχύνει την 24ωρη παράδοση και θα αποτρέψει δαπανηρές αποτυχίες εκτύπωσης.

Μέγιστος όγκος κατασκευής
Τα συστήματά μας Stratasys F900 διαθέτουν ένα εκτεταμένο φάκελο κατασκευής 914 x 610 x 914 mm (36 x 24 x 36 ίντσες). Μπορούμε να παράγουμε μεγάλα πάνελ, ιδιοσυσκευές και περιβλήματα σε ένα ενιαίο κομμάτι, εξαλείφοντας την ανάγκη για αδύναμες συγκολλημένες αρθρώσεις.

Ελάχιστο πάχος τοιχώματος
- Πρότυπο Συνιστάται: 1,0 mm (0,040”). Αυτό εξασφαλίζει επαρκή εσωτερική πλήρωση για δομική ακεραιότητα.
- Απόλυτο ελάχιστο: 0,8 mm (0,031”). Οτιδήποτε λεπτότερο ενέχει τον κίνδυνο αποκόλλησης ή αστοχίας κατά τη διαδικασία εκτύπωσης. Για τοιχώματα κάτω από 0,8 mm, εξετάστε τις υπηρεσίες SLA ή SLS.

Τρύπες και κύλινδροι (Σκέψεις για τον άξονα Ζ)
- Το FDM δημιουργεί οπές με την εναπόθεση υλικού σε κύκλους. Λόγω της αντίστασης του υλικού, οι κάθετες οπές τείνουν να εκτυπώνονται ελαφρώς υποδιαστασιολογημένες.
- Βέλτιστη πρακτική: Σχεδιάστε οπές που υπολείπονται σκόπιμα κατά ~0,1mm - 0,2mm και αφήστε μας να τις τρυπήσουμε ή να τις διανοίξουμε με μεταγενέστερη επεξεργασία σε ακριβείς τελικές διαστάσεις. Συνιστούμε τη διάνοιξη κάθετων οπών κάτω από 2,0 mm (0,080”).

Προεξοχές και δομές στήριξης
- Το FDM απαιτεί ένα θεμέλιο. Οποιαδήποτε γωνία προεξοχής που υπερβαίνει 45 μοίρες από την κατακόρυφο θα καταστήσει αναγκαία τη δημιουργία διαλυτών ή αποσπώμενων δομών στήριξης.
- Ο έλεγχος της πραγματικότητας: Ενώ χρησιμοποιούμε διαλυτά στηρίγματα για πολύπλοκες γεωμετρίες (αφήνοντας καθαρότερες επιφάνειες), τα διαλυτά στηρίγματα θα αφήσουν μικρά σημάδια μάρτυρα στην επιφάνεια αντιστοίχισης. Σχεδιάστε με γνώμονα τον προσανατολισμό “επίπεδος προς τα κάτω” για να ελαχιστοποιήσετε την επαφή των στηρίξεων στις κρίσιμες αισθητικές επιφάνειες.
ABS vs. PC vs. Nylon PA12
Το ABS είναι ένα εργαλείο της βιομηχανίας, αλλά δεν είναι μια ασημένια σφαίρα. Ο προσδιορισμός του λάθος θερμοπλαστικού για την εφαρμογή σας οδηγεί σε πρόωρη αποτυχία εξαρτημάτων και σπατάλη προϋπολογισμού. Αν δεν είστε σίγουροι αν το ABS είναι η βέλτιστη επιλογή για τις λειτουργικές σας απαιτήσεις, χρησιμοποιήστε αυτόν τον οδηγό για να συγκρίνετε τα τρία πιο δημοφιλή πολυμερή παραγωγής.
Πίνακας σύγκρισης
| Υλικό | Ιδανική περίπτωση χρήσης | Γιατί μπορεί να επιλέξετε μια εναλλακτική λύση |
|---|---|---|
| ABS (FDM) | Επιλέξτε ABS εάν: Απαιτείτε μια ισορροπία μεταξύ υψηλής αντοχής σε κρούση, οικονομικά αποδοτικής κατασκευής πρωτοτύπων μεγάλου όγκου και εξαιρετικών δυνατοτήτων μεταγενέστερης επεξεργασίας (εύκολη τοποθέτηση βρύσης, κόλλας, τρυπήματος και λείανσης με ατμό). Είναι το πρότυπο για δοκιμές καταναλωτικών αγαθών και άκαμπτων περιβλημάτων. | Αποφύγετε εάν: Το εξάρτημά σας θα υφίσταται συνεχείς θερμοκρασίες που υπερβαίνουν τους 90°C (194°F) ή απαιτεί ακραία χημική αντοχή σε σκληρούς διαλύτες. |
| Πολυανθρακικό (PC - FDM) | Επιλέξτε PC εάν: Απαιτείτε ανώτερη αντοχή σε εφελκυσμό (έως 68 MPa) και υψηλή θερμική σταθερότητα. Με θερμοκρασία θερμικής εκτροπής (HDT) 138°C (280°F), το PC είναι σχεδιασμένο για εργαλεία κάτω από το καπό της αυτοκινητοβιομηχανίας, αγωγούς υψηλής θερμότητας και ανθεκτικά βοηθήματα κατασκευής. | Αποφύγετε εάν: Έχετε αυστηρό προϋπολογισμό για απλές δοκιμές προσαρμογής ή αν το εξάρτημα απαιτεί εκτεταμένη χειροκίνητη λείανση και χημική εξομάλυνση (το PC είναι σημαντικά πιο δύσκολο να υποστεί μεταγενέστερη επεξεργασία από το ABS). |
| Νάιλον PA12 (SLS) | Επιλέξτε PA12 εάν: Ο σχεδιασμός σας διαθέτει εξαιρετικά πολύπλοκες, οργανικές γεωμετρίες, εσωτερικά κανάλια ή ακραίες προεξοχές. Επειδή η εκλεκτική πυροσυσσωμάτωση με λέιζερ (SLS) χρησιμοποιεί μη πυροσυσσωματωμένη σκόνη ως φυσικό στήριγμα, μπορούμε να εκτυπώσουμε κινούμενα συγκροτήματα και ζωντανούς μεντεσέδες με μηδενικά σημάδια μάρτυρα στήριξης. Προσφέρει επίσης ανώτερη αντοχή στην κόπωση. | Αποφύγετε εάν: Χρειάζεστε μια πλήρως σφραγισμένη, υδατοστεγή επιφάνεια έξω από τον εκτυπωτή (το νάιλον SLS είναι εκ φύσεως πορώδες και απαιτεί σφράγιση), ή αν χρειάζεστε το χαμηλότερο δυνατό κόστος για μεγάλες, ογκώδεις γεωμετρίες. |
Βιομηχανικές εφαρμογές για το FDM ABS
Οι μηχανικοί δεν αγοράζουν τρισδιάστατες εκτυπώσεις, αλλά λύσεις σε μηχανικά προβλήματα. Είτε χρειάζεται να επικυρώσετε ένα σχέδιο πριν από την κοπή ενός χαλύβδινου καλουπιού $50.000 είτε να αναπτύξετε μια γέφυρα για την παραγωγή μιας παρτίδας, δείτε πώς η δική μας Υπηρεσία τρισδιάστατης εκτύπωσης ABS για λειτουργικά εξαρτήματα προσφέρει απτή απόδοση της επένδυσης σε όλο τον κύκλο ζωής του προϊόντος.
Λειτουργικά πρωτότυπα για μορφή και εφαρμογή
- Η πρόκληση: Οι ρητίνες SLA φαίνονται υπέροχες, αλλά θρυμματίζονται υπό καμπτική καταπόνηση. Δεν μπορείτε να δοκιμάσετε έναν ζωντανό μεντεσέ ή έναν μηχανισμό που ασφαλίζει με εύθραυστα υλικά.
- Η λύση ABS: Το πραγματικό θερμοπλαστικό ABS αναπαράγει την ολκιμότητα και την επιμήκυνση σε θραύση των πλαστικών που χυτεύονται με έγχυση. Εκτυπώνουμε συστηματικά περιβλήματα ηλεκτρονικών ειδών ευρείας κατανάλωσης που μπορούν να επιβιώσουν σε αυστηρές, επαναλαμβανόμενες δοκιμές τοποθέτησης με κουμπωτό χωρίς καταστροφική αστοχία.
- Το αποτέλεσμα: Εγκρίνετε με σιγουριά το σχέδιο CAD για την κατασκευή ακριβών εργαλείων με έγχυση, εξαλείφοντας τον κίνδυνο δαπανηρής μετα-επεξεργασίας μετά την έγχυση.


Τσιγκέλια χωρίς τριβές για επιφάνειες κατηγορίας Α
- Η πρόκληση: Κατεργασμένο με CNC συναρμολόγηση αλουμινίου τα εξαρτήματα είναι ακριβά, βαριά και ως γνωστόν επιρρεπή στο να γρατζουνίζουν τα βαμμένα ή ανοδιωμένα τελικά προϊόντα στη γραμμή συναρμολόγησης.
- Η λύση ABS: Το ABS είναι δομικά αρκετά άκαμπτο ώστε να διατηρεί στενές ανοχές κατά τη συναρμολόγηση, αλλά σημαντικά πιο μαλακό από το μέταλλο. Εκτυπώνουμε πολύπλοκες, προσαρμοσμένες γεωμετρίες που περιβάλλουν τέλεια το προϊόν σας χωρίς να αλλοιώνουν την επιφάνεια Α.
- Το αποτέλεσμα: Μειωμένα ποσοστά απορριμμάτων στη γραμμή συναρμολόγησης και 70% μείωση του κόστους κατασκευής εξαρτημάτων σε σύγκριση με την παραδοσιακή κατεργασία με CNC.
Παραγωγή γέφυρας χαμηλού όγκου για εξαρτήματα τελικής χρήσης
- Η πρόκληση: Χρειάζεστε αμέσως 50 έως 500 μονάδες ενός περιβλήματος αισθητήρα. Η παραδοσιακή κατασκευή είναι πολύ αργή και τα τυπικά νήματα τρισδιάστατης εκτύπωσης (όπως PLA ή PETG) στρεβλώνονται σε βιομηχανικές θερμοκρασίες λειτουργίας.
- Η λύση ABS: Με θερμοκρασία θερμικής εκτροπής (HDT) 96°C, τα εκτυπωμένα με Fortus εξαρτήματα ABS λειτουργούν αξιόπιστα σε περιβάλλοντα συνεχούς θερμοκρασίας 80°C. Δεν θα υποβαθμιστούν σε ένα καυτό εσωτερικό αυτοκινήτου ή μέσα σε ερμάρια ελέγχου βαρέων μηχανημάτων.
- Το αποτέλεσμα: Παρακάμπτετε τον χρόνο αναμονής 8 εβδομάδων για την έγχυση και βάζετε ανθεκτικά, ανθεκτικά στη θερμότητα εξαρτήματα τελικής χρήσης στο πεδίο σε λίγες ημέρες.

Σταματήστε να αμφισβητείτε το σχεδιασμό σας. Αποκτήστε ένα άμεσο απόσπασμα και μια δωρεάν ανασκόπηση DFM.
Ανεβάστε το τρισδιάστατο μοντέλο σας (STEP ή STL) στην ασφαλή, προστατευμένη από NDA πύλη μας για να λάβετε μια άμεση προσφορά. Δεν θα λάβετε απλώς μια τιμή. Το σύστημα και οι μηχανικοί μας θα αναλύσουν αμέσως τη γεωμετρία σας για τον βέλτιστο προσανατολισμό κατασκευής, τους κινδύνους πάχους τοιχώματος και τα πιθανά σημάδια μαρτύρων στήριξης. Μηδενικό κόστος. Μηδενική δέσμευση.
Συχνές ερωτήσεις
Πιστεύουμε στην πλήρη διαφάνεια. Ακολουθούν οι άμεσες απαντήσεις στις πιο συνηθισμένες τεχνικές ερωτήσεις που λαμβάνουμε από μηχανολόγους μηχανικούς και ομάδες προμηθειών που αξιολογούν τις υπηρεσίες ABS FDM.
Είναι το υλικό σας ABS συμβατό με εξομάλυνση ατμών ακετόνης;
Ναι. Επειδή χρησιμοποιούμε καθαρό, θερμοπλαστικό ABS 100% (όχι φθηνά μείγματα, PLA ή PETG), τα εξαρτήματά μας αντιδρούν εξαιρετικά προβλέψιμα στη χημική εξομάλυνση ατμών. Η διαδικασία ακετόνης λιώνει και συγχωνεύει αποτελεσματικά το εξωτερικό κέλυφος, εξαλείφοντας τις ορατές γραμμές στρώματος, σφραγίζοντας τους μικροπόρους και παρέχοντας ένα γυαλιστερό, αδιάβροχο φινίρισμα που μιμείται πολύ την χύτευση με έγχυση.
Πώς συγκρίνεται η αντοχή του FDM ABS σας με το παραδοσιακό ABS με έγχυση;
Ποτέ δεν υποσχόμαστε υπερβολικά. Λόγω της θεμελιώδους φύσης της εξώθησης FDM στρώμα προς στρώμα, ένα εκτυπωμένο τμήμα ABS θα διατηρήσει συνήθως περίπου 80% της αντοχής σε εφελκυσμό ενός στερεού, χυτού ισοδύναμου με έγχυση. Αυτό οφείλεται κυρίως στην ανισοτροπία του άξονα Ζ. Το FDM ABS είναι εξαιρετικό για λειτουργικά πρωτότυπα, δοκιμές προσαρμογής και εξαρτήματα χαμηλής πίεσης. Ωστόσο, εάν η εφαρμογή σας απαιτεί 100% ισοτροπική αντοχή ή κλιμακώνεστε σε μεγάλους όγκους, η παραδοσιακή χύτευση με έγχυση είναι το απαραίτητο επόμενο βήμα. Συνιστούμε ανεπιφύλακτα να χρησιμοποιήσετε τα εξαρτήματά μας FDM για να επικυρώσετε διεξοδικά τον σχεδιασμό CAD σας πριν επενδύσετε σε αυτό το ακριβό χαλύβδινο εργαλείο.
Ανεβάζω ιδιόκτητα μοντέλα CAD. Πώς εγγυάστε την ασφάλεια IP;
Η πνευματική σας ιδιοκτησία είναι το αίμα της ζωής σας. Η πύλη υποβολής προσφορών είναι κρυπτογραφημένη από άκρο σε άκρο. Το πιο σημαντικό είναι ότι προσφέρουμε μια αυτοματοποιημένη, νομικά δεσμευτική Συμφωνία μη δημοσιοποίησης (NDA) που μπορείτε να εκτελέσετε με ένα κλικ πριν καν ανεβάσετε τα αρχεία STEP ή STL. Ποτέ δεν αναθέτουμε τα ευαίσθητα κατά ITAR ή ιδιόκτητα σχέδιά σας σε ανεπιβεβαίωτους τρίτους μεσίτες.
Μιλήστε απευθείας με έναν Μηχανικό Παραγωγής
Ενώ η δική μας άμεση αναφορά Η πύλη χειρίζεται τυποποιημένα αιτήματα 24/7, οι σύνθετες συναρμολογήσεις απαιτούν ανθρώπινη εμπειρία. Πριν δώστε την παραγγελία σας για εκτύπωση ABS 3D, εάν το έργο σας περιλαμβάνει περιορισμούς ITAR, απαιτήσεις προσαρμοσμένων δοκιμών ή μαζικές παραγγελίες, παραλείψτε το αυτοματοποιημένο σύστημα. Μιλήστε απευθείας με τους μηχανικούς που θα διαχειριστούν πραγματικά την κατασκευή σας στο χώρο του εργοστασίου.