Kundenspezifischer Kühlkörper
Präzisionslösungen aus Aluminium und Kupfer, die auf Ihr Wärmebudget ($/W) und Ihre Maßvorgaben abgestimmt sind. Vom Rapid Prototyping bis zur Serienfertigung.
Wenn Standardkühlkörper Ihre thermische Leistung einschränken
Allgemeine Strangpressprofile gehorchen den Gesetzen der Massenproduktion, nicht den Gesetzen Ihrer spezifischen thermischen Dynamik. Standard-Rippenverhältnisse sind einfach unzureichend für moderne Anwendungen mit hoher Leistungsdichte, wie z. B. EV-Wechselrichter (IGBTs), Hyperscale AI Computing und High-Brightness LEDs.
ShincoFab überschreiten Sie die Grenzen von Katalogteilen. Unser kundenspezifisches Herstellungsverfahren ermöglicht höhere Seitenverhältnisse (bis zu 50:1), eine optimierte Lamellendichte und komplexe Geometrien, die darauf ausgelegt sind, den Wärmewiderstand (θsa) innerhalb Ihres strengen räumlichen Rahmens zu minimieren.
Kritische Ebenheit der Basis
Wir kontrollieren die Ebenheit der Basis auf 0,002 mm/mm. Warum ist das wichtig? Weil eine flachere Basis die Dicke der Verbindungslinie Ihres Wärmeleitmaterials (TIM) reduziert. Eine Minimierung der TIM-Dicke ist der schnellste Weg, um die Sperrschichttemperatur (ΔTj) zu senken und eine maximale Wärmeübertragung vom Bauteil zum Kühlkörper zu gewährleisten.

Präzisions-CNC-Bearbeitung
Bei Montageelementen und komplexen Schnittstellen halten wir Toleranzen von +/- 0,01 mm. Dies gewährleistet eine perfekte Verbindung mit Chips, Wärmespreizern oder Flüssigkühlplatten und eliminiert Luftspalten, die die thermische Leistung beeinträchtigen.
Zertifizierte Material-Leitfähigkeit
Wir raten nicht mit Legierungen. Wir verwenden zertifiziertes Al 6063-T5 (Wärmeleitfähigkeit >200 W/mK) für eine optimale Extrusionsleistung und hochreines C11000-Kupfer (>390 W/mK) für eine maximale Wärmeausbreitung. Werksprüfberichte (MTR) sind auf Anfrage erhältlich.
Fähigkeiten für thermische Dichte und Volumen entwickelt
Einen universellen Kühlkörper gibt es nicht. Es gibt nur das optimale Design, das für Ihren spezifischen ΔT, den verfügbaren Luftstrom und die angestrebten Stückkosten entwickelt wurde. ShincoFab bietet das gesamte Spektrum an Fertigungstechnologien, um Ihr Wärmebudget mit Ihrem Produktionsbudget in Einklang zu bringen.
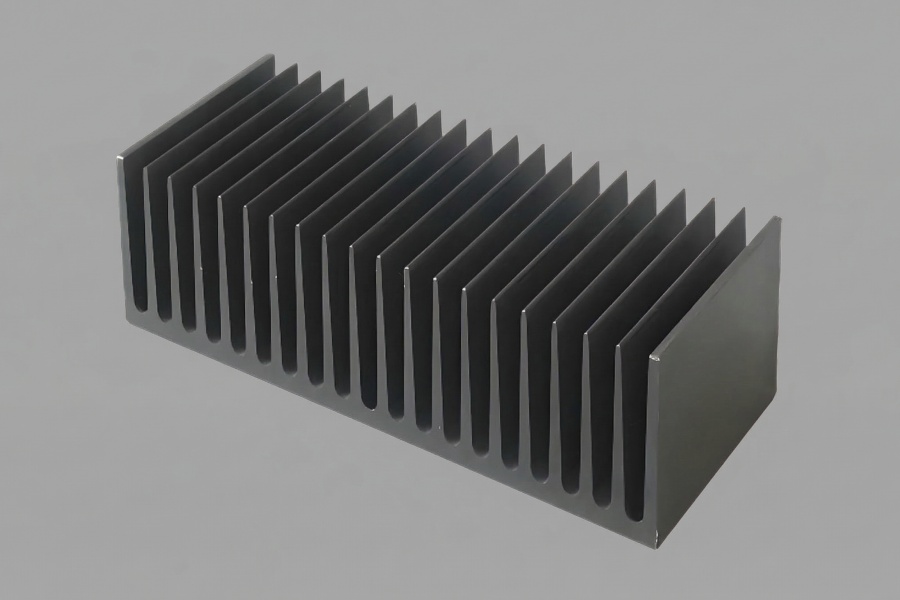
Abgeschnittene Lamellen für Anwendungen mit hoher Packungsdichte
Wärmewiderstand Null an der Schnittstelle für hohe Wärmebelastungen.
Im Gegensatz zu geklebten Lamellen werden beim Schälen die Lamellen direkt aus einem massiven Block von Aluminium oder Kupfer. Dadurch entfällt die thermische Barriere durch Bindemittel oder Lötzinn, was den reinsten thermischen Pfad von der Basis zur Rippe bietet.
- Der Eng. Vorteil: Erzielt Bildseitenverhältnisse bis zu 50:1 mit einer Lamellendicke von nur 0,25 mm. Bietet maximale Oberfläche auf engem Raum.
- Am besten geeignet für: Kühlplatten mit Flüssigkeitskühlung, 1U/2U-Servergehäuse und leistungsstarke IGBT-Kühlung.
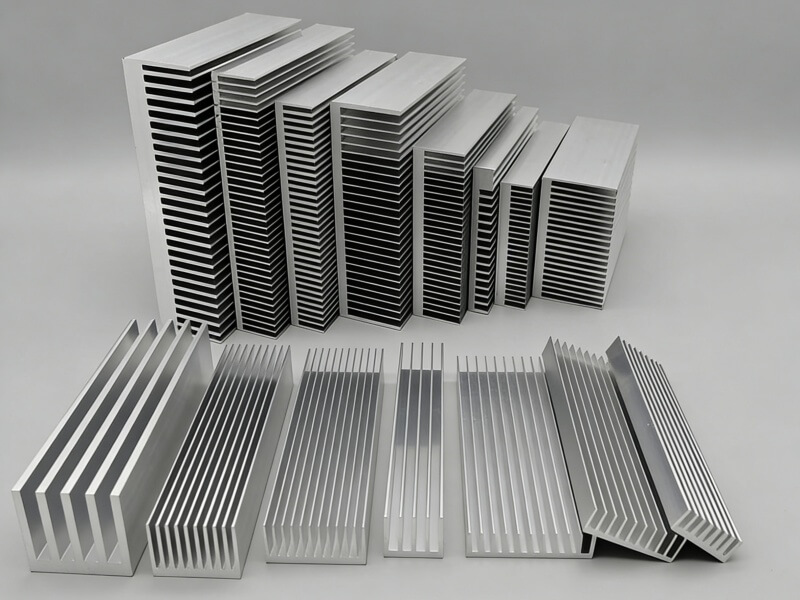
Kundenspezifische Aluminium-Extrusion für hohe Volumeneffizienz
Das wirtschaftliche Arbeitspferd für moderate thermische Belastungen.
Bei linearen Profilen, bei denen die Stückkosten der wichtigste Faktor sind, bleibt die Extrusion unschlagbar. Wir entwerfen und schneiden kundenspezifische Matrizen, um die Luftstromeigenschaften innerhalb der Standardherstellungsbeschränkungen zu optimieren.
- Der Eng. Vorteil: Niedrigste Kosten pro Einheit (CPU) im Maßstab. Wir unterstützen komplexe Querschnitte und sekundäre CNC-Bearbeitung für Montagemerkmale.
- Am besten geeignet für: Industrielle Stromversorgungen, LED-Beleuchtungsarmaturen und Elektronikgehäuse.
Kaltschmieden und Druckgießen für komplexe 3D-Geometrien
Strukturelle Integrität trifft auf Wärmeleitfähigkeit.
Wenn Sie einen omnidirektionalen Luftstrom (Pin Fins) oder eine Gehäuseintegration benötigen.
- Kaltschmieden (Die thermische Wahl): Die Hochdruckumformung bei Raumtemperatur erhöht die Materialdichte, was zu einer höheren Wärmeleitfähigkeit als beim Druckguss führt. Ideal für Pin-Fin-Arrays, die die natürliche Konvektion maximieren.
- Druckguss (Die strukturelle Wahl): Am besten geeignet für komplexe Netzformen, Abdeckungen und Gehäuse, bei denen der Kühlkörper gleichzeitig eine strukturelle Komponente ist.
- Am besten geeignet für: Autoscheinwerfer (Gießen), LED-Downlights (Schmieden).


Wärmerohre und Dampfkammern für extreme Wärmeströme
Eliminierung lokaler Hot Spots mit zweiphasiger Kühlung
Wenn die Dichte der Wärmequelle (W/cm²) die Ausbreitungsfähigkeit des festen Metalls übersteigt, integrieren wir Zweiphasengeräte.
- Der Eng. Vorteil: Effektive Wärmeleitfähigkeit >5.000 W/mK. Verteilt die Wärme von einer konzentrierten Wärmequelle schnell über die gesamte Rippenfläche des Kühlkörpers und verhindert so lokale Hot Spots.
- Am besten geeignet für: CPUs/GPUs mit hohem TDP, Telekommunikations-Basisstationen und kompakte ASICs.
Wir überprüfen die Physik, bevor Sie sich zu Werkzeugkosten verpflichten
Der teuerste Weg, einen Kühlkörper zu testen, besteht darin, ihn zu bauen, zu installieren und zuzusehen, wie das System überhitzt. Das verhindern wir. Wir fungieren als Erweiterung Ihres Wärmetechnikteams und validieren Ihr Konzept digital und physisch, bevor die Serienproduktion beginnt.

CFD-Simulation
Raten Sie nicht über den Luftstrom. Visualisieren Sie sie.
Verwendung des Industriestandards Ansys Icepak und SolidWorks Strömungssimulation, analysieren wir Ihr 3D-Modell unter realen Bedingungen.
- Das Ergebnis: Wir erkennen Zonen mit hohem Druckabfall (ΔP), Probleme mit dem Luftstrom-Bypass und sagen die Sperrschichttemperatur (Tj) mit hoher Genauigkeit voraus.
- Der Wert: Wir fangen thermische Engpässe auf vor Metall geschnitten wird, was Ihnen wochenlange Design-Iterationsschleifen erspart.

DFM-Überprüfung
Design for Manufacture = Design for Profit.
Unsere Ingenieure prüfen Ihre CAD-Dateien nicht nur auf Machbarkeit, sondern auch auf Kosteneffizienz.
- Das Ergebnis: Wir schlagen spezifische Modifikationen vor, wie z. B. die Lockerung unkritischer Toleranzen, die Anpassung von Rippenabständen für die Langlebigkeit von Werkzeugen oder das Hinzufügen von Entformungswinkeln beim Gießen, ohne die thermische Leistung zu beeinträchtigen.
- Der Wert: Reduziert die Stückkosten oft um 15-20% und vereinfacht den Übergang von Prototyp zur Massenproduktion.

Rapid Prototyping in 3-5 Tagen
Testen Sie mit echten Materialien, nicht mit Plastik.
Ein 3D-gedrucktes SLA-Modell kann die Passform überprüfen, aber nicht die Thermik.
- Das Ergebnis: Wir liefern Funktionsprototypen, die direkt aus massiven Blöcken aus Al 6063 oder Cu 1100 CNC-gefräst werden.
- Der Wert: Sie erhalten eine physische Validierung der thermischen Leistung und der mechanischen Passform innerhalb eine Woche. Für diese Phase sind keine Investitionen in Werkzeuge erforderlich.
Technische Daten
Wir halten uns streng an die ASTM- und ISO-Materialnormen. Nachstehend finden Sie die Basisspezifikationen für unsere gängigsten Kühlkörperlegierungen und Oberflächenbehandlungen. Kundenspezifische Legierungen (z. B. Al 6005, Cu 1020) sind auf Anfrage erhältlich.
Standard technische Spezifikationen: Materialien und Oberflächen
Wir halten uns streng an die ASTM- und ISO-Materialnormen. Nachstehend finden Sie die Basisspezifikationen für unsere gängigsten Kühlkörperlegierungen und Oberflächenbehandlungen. Kundenspezifische Legierungen (z. B. Al 6005, Cu 1020) sind auf Anfrage erhältlich.
| Legierungssorte | Wärmeleitfähigkeit (k) | Technisches Hauptmerkmal | Beste Anwendung |
|---|---|---|---|
| Al 6063-T5 | ~201 W/m-K | Der Extrusionsstandard. Ausgezeichnete Oberflächenqualität und Eloxierbarkeit. | Großvolumige stranggepresste Profile; allgemeine Elektronikkühlung. |
| Al 6061-T6 | ~167 W/m-K | Hohe strukturelle Festigkeit. Geringere Leitfähigkeit als 6063, aber deutlich höhere Streckgrenze. | Bearbeitete Strukturkomponenten; in das Gehäuse integrierte Kühlkörper. |
| Cu C11000 | ~390 W/m-K | Elektrolytisches Tough Pitch (ETP). 99,9% reines Kupfer für maximale Wärmeübertragung. | High-Flux-IGBTs; hochleistungsfähige geschliffene Rippen; Wärmespreizer. |
Oberflächenbehandlungen: Gleichgewicht zwischen Emissivität und Leitfähigkeit
Schwarz eloxiert (Typ II / Typ III)
- Physik: Erhöht den Emissionsgrad der Oberfläche (ϵ) von ~0,05 (blankes Al) auf >0,8, was die Wärmeabgabe durch Strahlung bei natürlicher Konvektion erheblich verbessert.
- Elektrisch: Erzeugt eine nicht leitende Keramikschicht. Hohe Durchschlagsfestigkeit.
- Langlebigkeit: Typ III (Hard Coat) bietet extreme Abriebfestigkeit und ist für industrielle Umgebungen geeignet.

Chemische Vernickelung
- Primärer Verwendungszweck: Entscheidend für Kühlkörper aus Kupfer, um Oxidation (Anlaufen) zu verhindern, ohne die Wärmeleitfähigkeit zu beeinträchtigen.
- Montage: Ermöglicht Lötbarkeit. Unerlässlich, wenn Sie vorhaben, Heatpipes oder Dampfkammern direkt an die Basis zu löten.

Chromat-Umwandlung (Alodine / Clear Iridite)
- Primärer Verwendungszweck: Bietet Korrosionsschutz und Aufrechterhaltung der elektrischen Leitfähigkeit.
- Am besten geeignet für: EMI/RFI-Abschirmungsanwendungen, bei denen der Kühlkörper elektrisch mit dem Gehäuse geerdet werden muss.
Qualitätskontrolle und Inspektion
Beim Wärmemanagement mit hohem Fluss ist eine Abweichung von 0,05 mm in der Ebenheit keine “Toleranz” - sie ist ein Fehler. Wir arbeiten nach strengen ISO 9001:2015-Protokollen, um sicherzustellen, dass das Teil, das Sie erhalten, mit dem von Ihnen genehmigten PDF übereinstimmt.
Rückverfolgbarkeit von Materialien
Kein Mystery Metal.
Wir garantieren die chemische Unversehrtheit Ihrer Kühlkörper.
- Der Standard: Jede Sendung enthält umfassende Mühlenprüfberichte (MTR) unter Bezugnahme auf ASTM B221 (Aluminium) oder ASTM B152 (Kupfer).
- Der Beweis: Sie erhalten Unterlagen zum Nachweis der chemischen Zusammensetzung und der mechanischen Eigenschaften. Wir stellen sicher, dass Ihr “6063-T5” echt ist und nicht aus Schrott umgeschmolzen wurde.


Dimensionelle Metrologie
GD&T-Prüfung für kritische Passungen.
Bei komplexen Geometrien sind wir nicht auf Messschieber angewiesen.
- Die Ausrüstung: Verwendung hochpräziser CMM (Koordinatenmessmaschinen), bilden wir funktionskritische Merkmale (CTF) ab.
- Das Ergebnis: Automatisierte Inspektionsberichte überprüfen die Position der Löcher, die tatsächliche Position und vor allem das Ergebnis, Bodenebenheit/Koplanarität um eine optimale TIM-Schnittstelle zu gewährleisten.
100% Funktionsprüfung
Für flüssige Kühlplatten und Wärmerohre.
Statistische Stichproben (AQL) sind für Rippen akzeptabel, für Flüssigkeitsschleifen jedoch inakzeptabel.
- Das Protokoll: 100% Helium-Dichtheitsprüfung für alle Flüssigkeits-Kühlplatten und Dampfkammern, um mikroskopisch kleine Lecks zu erkennen.
- Thermisches Auditing: Stichprobenartige Prüfung der thermischen Leistung (ΔT vs. Q) zur Validierung der Effizienz der Wärmerohre vor der endgültigen Verpackung.
Lassen Sie Ihr CAD von einem Wärmetechniker überprüfen, bevor Sie sich auf Werkzeugkosten festlegen
Raten Sie nicht über Lamellendichte oder Materialauswahl. Laden Sie Ihre 3D-Modelle (STEP/IGES) für eine kostenlose DFM-Prüfung (Design for Manufacturing) hoch. Wir bewerten Ihre räumlichen Beschränkungen, identifizieren potenzielle thermische Engpässe und unterbreiten Ihnen innerhalb von 24 Stunden ein Angebot für die kostengünstigste Fertigungsmethode.
zum Leben zu erwecken.
Klare Antworten auf Fragen zu Dateisicherheit, Standardvorlaufzeiten und Fertigungsmöglichkeiten. Lesen Sie dies, bevor Sie Ihr CAD hochladen.
Was sind die Grenzabmessungen für Ihr Skived Fin-Verfahren?
Wir gehen an die Grenzen des Seitenverhältnisses. Während das Standardschälen bei 25:1 endet, erreichen unsere Präzisionsmaschinen Verhältnisse von bis zu 50:1. Wir können so dünne Rippen herstellen wie 0,2 mm mit so engen Abständen wie 0,5 mm. Diese Dichte ist bei der Extrusion nicht möglich und ermöglicht eine maximale Oberfläche bei begrenzten Z-Höhen.
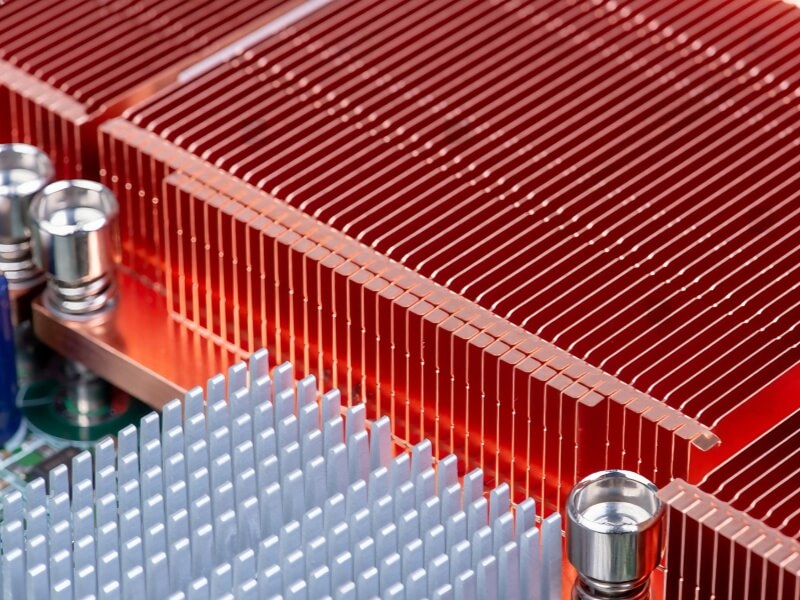
Können Sie hybride Kühlkörper herstellen (z. B. Kupferlamellen auf Aluminiumsockel)?
Ja, das ist eine gängige Strategie, um Gewicht und Wärmeleistung in Einklang zu bringen. Wir verwenden Reibrührschweißen (FSW) für eine metallurgische Verbindung, die im Vergleich zu Epoxidharzen eine überlegene strukturelle Festigkeit und nahezu keine Wärmebeständigkeit aufweist. Wir bieten auch Gelötet Baugruppen für die Integration von Wärmerohren.
Was ist Ihre Standardvorlaufzeit für Prototypen im Vergleich zur Produktion?
Geschwindigkeit ist entscheidend.
- Soft Tooling / CNC-Prototypen: Versendet in 3-5 Arbeitstage.
- Harte Werkzeuge (Strangpresswerkzeuge/Gussformen): Typischerweise 10-15 Arbeitstage für T1-Proben.
- Massenproduktion: 2-3 Wochen je nach Volumen und Oberflächenbehandlung.
Wie gehen Sie mit geistigem Eigentum (IP) und Dateisicherheit um?
Wir arbeiten täglich mit Kunden aus der Verteidigungs- und Automobilindustrie zusammen. Wir unterzeichnen gerne Ihre NDA (Vertraulichkeitsvereinbarung) bevor Sie irgendwelche Dateien hochladen. Ihre Daten werden auf sicheren, zugangskontrollierten Servern gespeichert.
Welche Dateiformate benötigen Sie für eine DFM-Prüfung und ein Angebot?
Für ein möglichst genaues DFM-Feedback stellen Sie bitte 3D-Dateien in STEP (.stp), IGES (.igs), oder ParaSolid (.x_t). Bitte fügen Sie auch eine 2D-PDF-Zeichnung bei, in der kritische Toleranzen, Gewindearten und Anforderungen an die Oberflächengüte angegeben sind.
Reichen Sie Ihr Design für eine kostenlose DFM-Prüfung und ein Angebot ein
Laden Sie Ihre CAD-Dateien hoch. Unser Wärmetechnik-Team prüft Ihre Geometrien auf Herstellbarkeit, ermittelt Möglichkeiten zur Kosteneinsparung und erstellt ein umfassendes Zitat innerhalb 24 Stunden.