ABS 3D-Druck Service
ShincoFab fertigt hochfeste Komponenten aus Acrylnitril-Butadien-Styrol (ABS) mit Stratasys Fortus-Systemen mit geschlossener Kammer. Erzielen Sie wiederholbare Toleranzen von ±0,005” (0,127 mm) mit optimierter Schichthaftung in der Z-Achse. 100% ist echtes ABS, keine billigen Mischungen. AS9100 und ISO 9001 zertifiziert.
Industriekammern vs. Desktop-Betten
Wenn Sie jemals ein 3D-Druckteil aus ABS erhalten haben, das sich an den Ecken gewellt hat oder entlang der Schichtlinien gerissen ist, wurde es wahrscheinlich auf einem Desktop-Gerät mit einem beheizten Bett hergestellt. ABS hat einen hohen Wärmeausdehnungskoeffizienten. Wenn die unteren Schichten erhitzt werden, die oberen Schichten aber schnell auf Raumtemperatur abkühlen, kommt es zu einer ungleichmäßigen Schrumpfung. Das Ergebnis? Verformung, Dimensionsfehler und schwacher Schichtverbund.
Unter ShincoFabunser FDM-ABS-Druck Verfahren beseitigt diesen grundlegenden Fehler.
Alle unsere ABS-Teile werden auf Stratasys Fortus und F900 Systeme die mit vollständig geschlossenen, aktiv beheizten Baukammern ausgestattet sind.
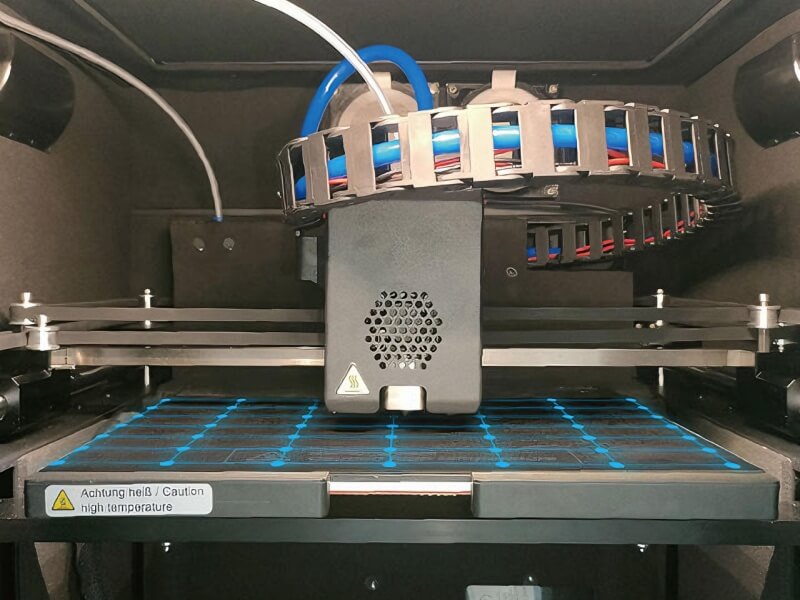
Konstante 90°C Bauumgebung
Indem wir den gesamten Bauraum bei ca. 90 °C (knapp unter der Glasübergangstemperatur von ABS) halten, eliminieren wir innere Eigenspannungen. Dies verhindert die Rollneigung, selbst bei großen, flachen Geometrien.

Maximierte Stärke der Z-Achse
Eine gleichmäßige thermische Kontrolle verhindert ein schnelles Abkühlen. Dadurch können sich die Polymerketten über die Extrusionslinien hinweg richtig verflechten, was die Haftung der Schichten in der Z-Achse drastisch verbessert und eine Delamination unter mechanischer Belastung verhindert.

Vorhersagbare Maßgenauigkeit
Die kontrollierte Kühlung von der ersten bis zur obersten Schicht sorgt dafür, dass Ihre Teile die ±0,005” (0,127 mm) Toleranz, unabhängig von der Höhe oder dem Volumen des Teils.
Echtes thermoplastisches ABS vs. ABS-ähnliche Harze
Viele Anbieter täuschen ihre Kunden mit folgenden Angeboten ABS-ähnliche SLA-Harzmaterialien für den 3D-Druck wenn echtes ABS gefragt ist. SLA-Teile sehen zwar glatt aus, aber sie degradieren unter UV-Licht und werden mit der Zeit spröde. Wir spielen keine Wortspiele. Wir verwenden 100%, echtes, produktionsgerechtes ABS-Filament. Unsere Teile können gebohrt, geschliffen und chemisch geglättet werden, ohne zu zerbrechen, und sie können unter realen Bedingungen mechanisch getestet werden.
Wenn Sie ABS angeben, erhalten Sie tatsächliche thermoplastisches Polymer für Ihre genauen funktionalen Anforderungen entwickelt.
Matrix für die Materialauswahl
| Material Klasse | Zugfestigkeit | Wesentliche Merkmale | Ideale industrielle Anwendungen |
|---|---|---|---|
| Standard ABS (M30) | 36 MPa (5.200 psi) | Hohe Schlagzähigkeit. Ausgewogene Festigkeit, Zähigkeit und Haltbarkeit. | Funktionsprototyping, einrastende Komponenten, Prüfung von Konsumgütern. |
| ABS-ESD7 | 35 MPa (5.000 psi) | Statisch-dissipativ (Oberflächenwiderstand: 10⁴ - 10⁹ Ohm). Verhindert statische Aufladungen. | Elektronikgehäuse, Vorrichtungen für die Leiterplattenmontage, Vorrichtungen für die automatische Handhabung. |
| ABS-M30i | 36 MPa (5.200 psi) | Biokompatibel und sterilisierbar (Gamma oder EtO). Erfüllt ISO 10993 USP Klasse VI. | Chirurgische Bohrschablonen, Prototyping von medizinischen Geräten, pharmazeutische Verpackungen. |
| ABS-CF10 | 43 MPa (6.200 psi) | Durchsetzt mit 10% gehackter Kohlefaser. 50% höhere Steifigkeit als Standard-ABS. | End-Of-Arm-Tooling (EOAT), Fertigungshilfsmittel, hochbelastbare Halterungen. |
Materialdaten für ABS in Produktionsqualität
Zahlen sind wichtig. Die folgenden Daten beziehen sich auf Standard-ABS-M30 von Stratasys, das auf industriellen Fortus Systemen gedruckt wurde. Dabei handelt es sich nicht um theoretische Laborergebnisse von spritzgegossenen Mustern, sondern um reale, gedruckte Messwerte, auf die Sie sich verlassen können, um funktionale ABS-Teile herstellen und hochbelastbare Prototypen.
Tabelle der technischen Daten
| Eigenschaft (ASTM-Norm) | Korrigierter Wert (Metrisch / Imperial) | Warum es für Ihre Bewerbung wichtig ist |
|---|---|---|
| Zugfestigkeit, Streckgrenze (D638) | ~28-31 MPa (4.100-4.500 psi), richtungsabhängig | Bestimmt die Last, die ein Teil tragen kann, bevor es sich dauerhaft verformt; wichtig für Schnappverschlüsse, Klammern und belastete Halterungen. |
| Zugmodul (D638) | ~2.400 MPa (348.000-350.000 psi) | Misst die Steifigkeit; nützlich für strukturelle Halterungen, Vorrichtungen und Befestigungen unter Dauerbelastung. |
| Wärmeableitungstemperatur (HDT) bei 66 psi (D648) | 96°C (204°F) | Zeigt an, wie gut das Teil unter Hitzeeinwirkung in der Betriebsumgebung seine Form behält. |
| Schlagzähigkeit, Izod gekerbt (D256) | ~139 J/m (2,6 ft-lb/in) | Zeigt Widerstand gegen plötzliche Stöße an Belastungsschwerpunkten wie Ecken, Schlitzen und Kerben. |
Reality Check für Ingenieure
FDM ABS Anisotropie
Wie alle FDM-Verfahren weisen auch unsere ABS-Teile folgende Eigenschaften auf Anisotropie (gerichtete Eigenschaften). Während wir die Schichthaftung mit beheizten Kammern optimieren, Die Zugfestigkeit in der Z-Achse beträgt normalerweise ~70% der X-Y-Festigkeit..
Wie wir dieses Risiko für Sie mindern:
Wenn Ihr Teil erheblichen mechanischen Belastungen ausgesetzt sein wird, informieren Sie uns bitte in der Angebotsphase. Unsere DFM-Ingenieure werden die Baurichtung strategisch ausrichten (z. B. kritische Belastungspunkte parallel zur X-Y-Ebene platzieren) oder Konstruktionsänderungen vorschlagen (wie das Hinzufügen von Verrundungen oder Rippen), um die strukturelle Integrität zu gewährleisten. bevor wir den Build-Prozess starten
Oberflächenveredelung und Nachbearbeitung
Da wir die industrielle FDM-Technologie zum Extrudieren echter Thermoplaste verwenden, weisen unsere gedruckten ABS-Teile sichtbare Schichtlinien auf. Dies ist das Markenzeichen eines strukturell soliden FDM-Bauteils. Wir bieten jedoch umfassende Lösungen für die Nachbearbeitung an, je nachdem, ob Ihr Projekt rohe mechanische Leistung oder eine spritzgegossene Ästhetik erfordert.

Standardausführung wie gedruckt
- Erscheinungsbild: Mattes Finish mit ausgeprägten, gleichmäßigen Schichtlinien (typischerweise mit einer Schichthöhe von 200 Mikron / 0,007”).
- Am besten geeignet für: Interne Strukturbauteile, Halterungen, Vorrichtungen und Prototypen für die schnelle Passformprüfung, bei denen Ästhetik zweitrangig ist gegenüber Geschwindigkeit und Kosten.
- Wir schleifen oder verändern die Standardoberflächen nur auf Wunsch, um sicherzustellen, dass die Maßgenauigkeit genau so bleibt, wie sie modelliert wurde.

Dampf-Glättung
- Der Prozess: Wir verwenden eine kontrollierte chemische Dampfglättung (Acetoneinwirkung), um die äußere Oberflächenschicht sanft zu schmelzen und zu verschmelzen.
- Das Ergebnis: Eine glänzende, spritzgussähnliche Oberfläche, die sichtbare Schichtlinien eliminiert. Noch wichtiger ist, dass dieses Verfahren die mikroskopisch kleinen Poren zwischen den Schichten versiegelt, wodurch das Teil wasserfest und leichter zu reinigen ist.
- Am besten geeignet für: Prototypen für den Verbraucher, Präsentationsmodelle oder Anwendungen, die eine versiegelte Oberfläche erfordern.

Post-Print-Bearbeitung
- Der Vorteil von Real ABS: Im Gegensatz zu sprödem PLA oder lichtgehärteten Harzen, die bei der Bearbeitung zerbrechen, lässt sich unser echtes thermoplastisches ABS hervorragend verarbeiten.
- Fähigkeiten: Wir führen routinemäßig Bohrungen nach dem Druck, Gewindeschneiden (Hinzufügen von funktionalen Metallgewinden/Einsätzen), Fräsen von flachen Passflächen und manuelles Schleifen durch.
- Am besten geeignet für: Komplexe Baugruppen, langlebige Gehäuse, die eine Hardwareinstallation erfordern, und Schnittstellen mit engen Toleranzen.
FDM ABS Konstruktionsrichtlinien (DFM)
Um sicherzustellen, dass Ihre Teile die funktionalen Anforderungen erfüllen und unsere Standardtoleranz von ±0,005” (0,127 mm) einhalten, müssen bestimmte Designregeln beachtet werden. Wir führen zwar für jede hochgeladene Datei eine kostenlose DFM-Analyse durch, aber die Einhaltung dieser Parameter beschleunigt Ihre 24-Stunden-Durchlaufzeit und verhindert kostspielige Druckausfälle.

Maximales Bauvolumen
Unsere Stratasys F900-Systeme verfügen über einen großen Bauraum von 914 x 610 x 914 mm (36 x 24 x 36 Zoll). Wir können große Paneele, Vorrichtungen und Gehäuse aus einem einzigen Stück herstellen, wodurch schwache Klebeverbindungen überflüssig werden.

Mindestwanddicke
- Standard Empfohlen: 1,0 mm (0,040”). Dies gewährleistet eine ausreichende innere Füllung für die strukturelle Integrität.
- Absolutes Minimum: 0,8 mm (0,031”). Bei geringeren Wandstärken besteht die Gefahr der Delamination oder des Versagens während des Druckvorgangs. Für Wandstärken unter 0,8 mm sollten Sie unsere SLA- oder SLS-Dienstleistungen in Betracht ziehen.

Bohrungen und Zylinder (Überlegungen zur Z-Achse)
- Beim FDM-Verfahren werden Löcher durch kreisförmiges Auftragen des Materials erzeugt. Aufgrund des Materialwiderstands neigen vertikale Löcher dazu, leicht unterdimensioniert zu drucken.
- Bewährte Praxis: Entwerfen Sie Löcher, die absichtlich 0,1 mm bis 0,2 mm zu klein sind, und lassen Sie sie von uns im Nachhinein auf präzise Endmaße bohren oder aufreiben. Wir empfehlen das Ausbohren aller vertikalen Löcher unter 2,0 mm (0,080”).

Überhänge und Stützkonstruktionen
- FDM erfordert ein Fundament. Jeder Überhangwinkel, der größer ist als 45 Grad von der Senkrechten wird die Schaffung von löslichen oder abtrennbaren Stützstrukturen erforderlich machen.
- Der Reality Check: Während wir für komplexe Geometrien lösliche Halterungen verwenden (die sauberere Oberflächen hinterlassen), hinterlassen abbrechbare Halterungen kleinere Spuren auf der Gegenfläche. Achten Sie bei der Konstruktion auf eine Ausrichtung “flach nach unten”, um den Kontakt der Halterung mit kritischen kosmetischen Flächen zu minimieren.
ABS vs. PC vs. Nylon PA12
ABS ist ein Arbeitspferd der Industrie, aber es ist kein Allheilmittel. Die Wahl des falschen Thermoplasts für Ihre Anwendung führt zu vorzeitigem Versagen von Teilen und verschwendeten Budgets. Wenn Sie sich nicht sicher sind, ob ABS die optimale Wahl für Ihre funktionalen Anforderungen ist, vergleichen Sie in diesem Leitfaden unsere drei beliebtesten Polymere für die Produktion.
Vergleichsmatrix
| Material | Idealer Anwendungsfall | Warum Sie eine Alternative wählen könnten |
|---|---|---|
| ABS (FDM) | Wählen Sie ABS, wenn: Sie benötigen ein ausgewogenes Verhältnis zwischen hoher Schlagzähigkeit, kosteneffizientem Prototyping in großen Stückzahlen und hervorragenden Nachbearbeitungsmöglichkeiten (einfaches Gewindeschneiden, Kleben, Bohren und Glattdampfen). Es ist der Standard für die Prüfung von Konsumgütern und starren Gehäusen. | Vermeiden Sie es, wenn: Ihr Teil wird ständig Temperaturen von mehr als 90 °C ausgesetzt sein oder erfordert eine extreme chemische Beständigkeit gegenüber aggressiven Lösungsmitteln. |
| Polycarbonat (PC - FDM) | Wählen Sie PC, wenn: Sie benötigen eine hervorragende Zugfestigkeit (bis zu 68 MPa) und eine hohe thermische Stabilität. Mit einer Wärmeformbeständigkeit (HDT) von 138°C (280°F) ist PC für Werkzeuge unter der Motorhaube, Hochtemperaturleitungen und robuste Fertigungshilfsmittel geeignet. | Vermeiden Sie es, wenn: Sie haben nur ein begrenztes Budget für einfache Passformtests oder wenn das Teil aufwändig von Hand geschliffen und chemisch geglättet werden muss (PC lässt sich wesentlich schwieriger nachbearbeiten als ABS). |
| Nylon PA12 (SLS) | Wählen Sie PA12, wenn: Ihr Entwurf weist hochkomplexe, organische Geometrien, interne Kanäle oder extreme Überhänge auf. Da beim selektiven Lasersintern (SLS) ungesintertes Pulver als natürlicher Träger verwendet wird, können wir bewegliche Baugruppen und lebende Scharniere ohne Abdrücke der Träger drucken. Außerdem bietet es eine hervorragende Ermüdungsbeständigkeit. | Vermeiden Sie es, wenn: Sie benötigen eine vollständig versiegelte, wasserdichte Oberfläche nach dem Verlassen des Druckers (SLS-Nylon ist von Natur aus porös und muss versiegelt werden), oder wenn Sie die geringstmöglichen Kosten für große, sperrige Geometrien benötigen. |
Industrielle Anwendungen für FDM-ABS
Ingenieure kaufen keine 3D-Drucke, sie kaufen Lösungen für mechanische Probleme. Ganz gleich, ob Sie ein Design vor dem Schneiden einer $50.000 Stahlform validieren oder eine Brückenserie für die Produktion bereitstellen müssen, hier erfahren Sie, wie unsere ABS 3D-Druckservice für Funktionsteile liefert einen greifbaren ROI über den gesamten Produktlebenszyklus.
Funktionsprototypen für Form und Passform
- Die Herausforderung: SLA-Harze sehen toll aus, zerbrechen aber unter Biegebelastung. Mit spröden Materialien kann man kein lebendes Scharnier oder einen Einrastmechanismus testen.
- Die ABS-Lösung: Unser echter thermoplastischer ABS-Kunststoff besitzt die Zähigkeit und Bruchdehnung von spritzgegossenem Kunststoff. Wir drucken routinemäßig Gehäuse für Unterhaltungselektronik, die strenge, wiederholte Einrasttests ohne katastrophale Ausfälle überstehen.
- Das Ergebnis: Sie können den CAD-Entwurf für teure Spritzgusswerkzeuge freigeben und so das Risiko einer kostspieligen Nachbearbeitung nach dem Werkzeugbau ausschließen.


Nicht-arringierende Vorrichtungen für Klasse-A-Oberflächen
- Die Herausforderung: CNC-gefräst Aluminium-Montage Vorrichtungen sind teuer, schwer und neigen dazu, lackierte oder eloxierte Endprodukte auf dem Fließband zu zerkratzen.
- Die ABS-Lösung: ABS ist strukturell steif genug, um bei der Montage enge Toleranzen einzuhalten, und dennoch wesentlich weicher als Metall. Wir drucken komplexe, individuell verschachtelte Geometrien, die Ihr Produkt perfekt umschließen, ohne die A-Oberfläche zu beschädigen.
- Das Ergebnis: Geringere Ausschussraten am Fließband und 70% geringere Kosten für die Herstellung von Vorrichtungen im Vergleich zur herkömmlichen CNC-Bearbeitung.
Kleinserien-Brückenproduktion für Endverbraucherteile
- Die Herausforderung: Sie benötigen sofort 50 bis 500 Stück eines Sensorgehäuses. Die herkömmliche Fertigung ist zu langsam, und Standard-3D-Druckfilamente (wie PLA oder PETG) verziehen sich bei industriellen Betriebstemperaturen.
- Die ABS-Lösung: Mit einer Wärmeformbeständigkeit (HDT) von 96 °C arbeiten unsere mit Fortus bedruckten ABS-Teile zuverlässig in Umgebungen mit einer Dauertemperatur von 80 °C. Sie zersetzen sich nicht in einem heißen Autoinnenraum oder in Schaltschränken für schwere Maschinen.
- Das Ergebnis: Sie umgehen die 8-wöchige Wartezeit für das Spritzgießen und können haltbare, hitzebeständige Endverbrauchsteile innerhalb weniger Tage in den Einsatz bringen.

Hören Sie auf, Ihr Design zu hinterfragen. Erhalten Sie ein sofortiges Angebot und eine kostenlose DFM-Prüfung.
Laden Sie Ihr 3D-Modell (STEP oder STL) in unser sicheres, NDA-geschütztes Portal hoch, um sofort ein Angebot zu erhalten. Sie erhalten nicht nur einen Preis. Unser System und unsere Ingenieure analysieren Ihre Geometrie sofort im Hinblick auf eine optimale Bauausrichtung, Wandstärkenrisiken und potenzielle Stützmarken. Null Kosten. Keine Verpflichtung.
zum Leben zu erwecken.
Wir glauben an volle Transparenz. Hier finden Sie die direkten Antworten auf die häufigsten technischen Fragen, die wir von Maschinenbauern und Beschaffungsteams erhalten, die unsere ABS FDM-Dienstleistungen bewerten.
Ist Ihr ABS-Material mit der Aceton-Dampfglättung kompatibel?
Ja. Da wir 100% reines, produktionsgerechtes thermoplastisches ABS verwenden (keine billigen Mischungen, PLA oder PETG), reagieren unsere Teile sehr vorhersehbar auf die chemische Dampfglättung. Das Aceton-Verfahren schmilzt und verschmilzt die äußere Hülle effektiv, beseitigt sichtbare Schichtlinien, versiegelt Mikroporen und sorgt für eine glänzende, wasserbeständige Oberfläche, die dem Spritzgießen sehr nahe kommt.
Wie ist die Festigkeit Ihres FDM-ABS im Vergleich zu herkömmlichem spritzgegossenem ABS?
Wir versprechen nie zu viel. Aufgrund der grundlegenden Natur der Schicht-für-Schicht-FDM-Extrusion behält ein gedrucktes ABS-Teil in der Regel folgende Eigenschaften etwa 80% der Zugfestigkeit eines massiven, spritzgegossenen Äquivalents. Dies ist in erster Linie auf die Anisotropie der Z-Achse zurückzuführen. FDM-ABS eignet sich hervorragend für Funktionsprototypen, Passformtests und Vorrichtungen mit geringer Belastung. Wenn Ihre Anwendung jedoch Folgendes erfordert 100% isotrope Festigkeit oder Sie auf hohe Stückzahlen skalieren wollen, ist das traditionelle Spritzgießen der nächste notwendige Schritt. Wir empfehlen dringend, unsere FDM-Teile zur gründlichen Validierung Ihres CAD-Designs zu verwenden, bevor Sie in teure Stahlwerkzeuge investieren.
Ich lade proprietäre CAD-Modelle hoch. Wie garantieren Sie die Sicherheit des geistigen Eigentums?
Ihr geistiges Eigentum ist Ihr Lebenselixier. Unser Angebotsportal ist Ende-zu-Ende verschlüsselt. Was noch wichtiger ist: Wir bieten eine automatisierte, rechtsverbindliche Vertraulichkeitsvereinbarung (NDA) die Sie mit einem Klick ausführen können, noch bevor Sie Ihre STEP- oder STL-Dateien hochladen. Wir geben Ihre ITAR-sensiblen oder geschützten Entwürfe niemals an ungeprüfte Drittanbieter weiter.
Sprechen Sie direkt mit einem Fertigungsingenieur
Während unser sofortige Zitierung portal bearbeitet Standardanfragen 24/7, komplexe Zusammenstellungen erfordern menschliches Fachwissen. Bevor Sie Bestellen Sie Ihren ABS 3D-Druck, Wenn Ihr Projekt ITAR-Beschränkungen, kundenspezifische Testanforderungen oder großvolumige Pauschalbestellungen beinhaltet, sollten Sie das automatisierte System überspringen. Sprechen Sie direkt mit den Ingenieuren, die Ihr Projekt in der Werkstatt durchführen werden.