ABS 3D-udskrivningsservice
ShincoFab fremstiller højstyrkekomponenter af akrylonitril-butadien-styren (ABS) ved hjælp af Stratasys Fortus-systemer med lukket kammer. Opnå gentagelige tolerancer på ±0,005” (0,127 mm) med optimeret vedhæftning af lag på Z-aksen. 100% ægte ABS, ikke billige blandinger. AS9100- og ISO 9001-certificeret.
Industrielle kamre vs. stationære senge
Hvis du nogensinde har modtaget en 3D-printet ABS-del, som var krøllet i hjørnerne eller delt langs laglinjerne, er den sandsynligvis produceret på en stationær maskine med en opvarmet seng. ABS har en høj varmeudvidelseskoefficient. Når de nederste lag opvarmes, men de øverste lag afkøles hurtigt ved stuetemperatur, opstår der ujævn krympning. Hvad er resultatet? Vridning, dimensionsfejl og svag lagbinding.
På ShincoFab, vores FDM ABS printning proces eliminerer denne grundlæggende fejl.
Alle vores ABS-dele er fremstillet på Stratasys Fortus- og F900-systemer udstyret med fuldt lukkede, aktivt opvarmede byggekamre.
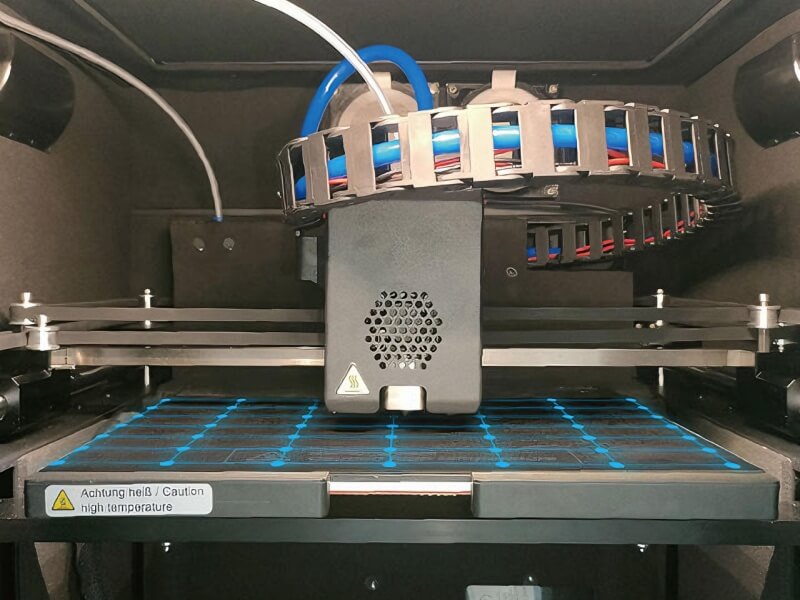
Konstant 90°C bygningsmiljø
Ved at holde hele byggeområdet på ca. 90 °C (lige under glasovergangstemperaturen for ABS) eliminerer vi interne restspændinger. Det forhindrer krølning, selv på store, flade geometrier.

Maksimeret styrke i Z-aksen
Ensartet termisk kontrol forhindrer hurtig afkøling. Det gør det muligt for polymerkæderne at vikle sig ordentligt ind i hinanden på tværs af ekstruderingslinjerne, hvilket drastisk forbedrer lagets vedhæftning på Z-aksen og forhindrer delaminering under mekanisk belastning.

Forudsigelig dimensionsnøjagtighed
Kontrolleret afkøling fra det første lag til det øverste lag sikrer, at dine dele holder ±0,005” (0,127 mm) tolerance konsekvent, uanset emnets højde eller volumen.
Ægte termoplastisk ABS vs. ABS-lignende harpiks
Mange udbydere vildleder kunderne ved at tilbyde ABS-lignende SLA resin 3D-printmaterialer når der ønskes ægte ABS. Selv om SLA-dele ser glatte ud, nedbrydes de under UV-lys og bliver skøre med tiden. Vi leger ikke med ord. Vi bruger 100% ægte produktionskvalitet ABS-filament. Vores dele kan tappes, bores, slibes, glattes kemisk og udsættes for mekaniske test i den virkelige verden uden at gå i stykker.
Når du angiver ABS, får du faktisk Termoplastisk polymer konstrueret til dine nøjagtige funktionelle krav.
Matrix for materialevalg
| Materialekvalitet | Trækstyrke | Vigtige karakteristika | Ideelle industrielle anvendelser |
|---|---|---|---|
| Standard ABS (M30) | 36 MPa (5.200 psi) | Høj slagfasthed. Afbalancerer styrke, sejhed og holdbarhed. | Funktionelle prototyper, snap-fit komponenter, test af forbrugsvarer. |
| ABS-ESD7 | 35 MPa (5.000 psi) | Statisk afledende (Overflademodstand: 10⁴ - 10⁹ ohm). Forhindrer statisk opbygning. | Elektroniske kabinetter, PCB-montagefiksturer, automatiserede håndteringsjigs. |
| ABS-M30i | 36 MPa (5.200 psi) | Biokompatibel og steriliserbar (Gamma eller EtO). Opfylder ISO 10993 USP klasse VI. | Kirurgiske boreguider, prototyper til medicinsk udstyr, farmaceutisk emballage. |
| ABS-CF10 | 43 MPa (6.200 psi) | Fyldt med 10% hakket kulfiber. 50% større stivhed end standard-ABS. | End-Of-Arm Tooling (EOAT), produktionshjælpemidler, højbelastningsbeslag. |
Materialedata for ABS i produktionskvalitet
Tal er vigtige. Nedenstående data repræsenterer standard Stratasys ABS-M30 printet på industrielle Fortus-systemer. Det er ikke teoretiske laboratorieresultater fra sprøjtestøbte prøver; det er målinger fra den virkelige verden, som du kan stole på til at producere funktionelle ABS-dele og prototyper med høj holdbarhed.
Tabel over tekniske specifikationer
| Egenskab (ASTM-standard) | Korrigeret værdi (metrisk / imperial) | Hvorfor det er vigtigt for din ansøgning |
|---|---|---|
| Trækstyrke, udbytte (D638) | ~28-31 MPa (4.100-4.500 psi), retningsafhængig | Bestemmer den belastning, en del kan bære, før den deformeres permanent; vigtigt for snap-fits, clips og belastede beslag. |
| Trækmodul (D638) | ~2.400 MPa (348.000-350.000 psi) | Måler stivhed; nyttig til strukturelle beslag, jigs og fiksturer under kontinuerlig belastning. |
| Varmeafbøjningstemperatur (HDT) ved 66 psi (D648) | 96°C (204°F) | Angiver, hvor godt delen holder formen under varme i servicemiljøer. |
| Slagstyrke, Izod-hakket (D256) | ~139 J/m (2,6 ft-lb/in) | Viser modstandsdygtighed over for pludselige påvirkninger ved spændingskoncentrationer som hjørner, åbninger og indhak. |
Teknisk virkelighedstjek
FDM ABS Anisotropi
Som alle FDM-processer udviser vores ABS-emner anisotropi (retningsbestemte egenskaber). Mens vi optimerer lagets vedhæftning med opvarmede kamre, Z-aksens trækstyrke er typisk ~70% af X-Y-styrken.
Hvordan vi mindsker denne risiko for dig:
Hvis din del skal bære betydelige mekaniske belastninger, skal du informere os om det i tilbudsfasen. Vores DFM-ingeniører vil strategisk orientere byggeretningen (f.eks. placere kritiske stresspunkter parallelt med X-Y-planet) eller foreslå designændringer (som at tilføje fileter eller ribber) for at sikre strukturel integritet. før vi starter byggeprocessen
Overfladebehandling og efterbehandling
Fordi vi bruger industriel FDM-teknologi til at ekstrudere ægte termoplast, vil vores as-printede ABS-emner vise synlige laglinjer. Det er kendetegnende for en strukturelt sund FDM-bygning. Vi tilbyder dog omfattende efterbehandlingsløsninger, afhængigt af om dit projekt kræver rå mekanisk ydeevne eller en sprøjtestøbt æstetik.

Standard som trykt finish
- Udseende: Mat finish med tydelige, ensartede laglinjer (typisk opbygget med en laghøjde på 200 mikron / 0,007”).
- Bedst til: Indvendige strukturkomponenter, beslag, jigs, fixturer og prototyper til hurtig tilpasningstest, hvor æstetik er sekundær i forhold til hastighed og omkostninger.
- Vi sliber eller ændrer ikke standardfinishen, medmindre det ønskes, så vi sikrer, at målene forbliver nøjagtigt som modelleret.

Udjævning af damp
- Processen: Vi bruger kontrolleret kemisk dampudglatning (acetoneeksponering) til forsigtigt at smelte og sammensmelte det ydre overfladelag.
- Resultatet: En blank, sprøjtestøbt finish, der eliminerer synlige laglinjer. Endnu vigtigere er det, at denne proces forsegler de mikroskopiske porer mellem lagene, hvilket gør emnet vandafvisende og lettere at rengøre.
- Bedst til: Forbrugervendte prototyper, præsentationsmodeller eller væskehåndteringsapplikationer, der kræver en forseglet overflade.

Bearbejdning efter tryk
- Fordelen ved ægte ABS: I modsætning til skørt PLA eller lyshærdede harpikser, der splintres under bearbejdning, kan vores ægte termoplastiske ABS bearbejdes smukt.
- Kapaciteter: Vi udfører rutinemæssigt boring efter tryk, gevindskæring (tilføjelse af funktionelle metalgevind/indsatser), fræsning af flade kontaktflader og manuel slibning.
- Bedst til: Komplekse samlinger, holdbare huse, der kræver hardwareinstallation, og parringsgrænseflader med snævre tolerancer.
Retningslinjer for FDM ABS-design (DFM)
For at sikre, at dine dele opfylder funktionelle krav og holder vores standardtolerance på ±0,005” (0,127 mm), skal visse designregler overholdes. Selv om vi udfører en gratis DFM-analyse på alle uploadede filer, vil overholdelse af disse parametre fremskynde din 24-timers turnaround og forhindre dyre printfejl.

Maksimal byggevolumen
Vores Stratasys F900-systemer har et stort byggeområde på 914 x 610 x 914 mm (36 x 24 x 36 tommer). Vi kan producere store paneler, jigs og huse i et enkelt stykke, hvilket eliminerer behovet for svage limninger.

Minimum vægtykkelse
- Anbefales som standard: 1,0 mm (0,040”). Dette sikrer tilstrækkelig indvendig udfyldning til strukturel integritet.
- Absolut minimum: 0,8 mm (0,031”). Alt, hvad der er tyndere, risikerer delaminering eller fejl under printprocessen. For vægge under 0,8 mm bør du overveje vores SLA- eller SLS-tjenester.

Huller og cylindre (overvejelser om Z-aksen)
- FDM skaber huller ved at deponere materiale i cirkler. På grund af materialets træk har lodrette huller en tendens til at blive printet lidt for små.
- Bedste praksis: Design huller, der med vilje er underdimensionerede med ~0,1 mm - 0,2 mm, og lad os bore eller fræse dem til præcise slutmål efter processen. Vi anbefaler at bore alle lodrette huller ud under 2,0 mm (0,080”).

Udhæng og støttestrukturer
- FDM kræver et fundament. Enhver overhængsvinkel, der overstiger 45 grader fra lodret vil gøre det nødvendigt at skabe opløselige eller løsrevne støttestrukturer.
- Virkelighedstjekket: Mens vi bruger opløselige understøtninger til komplekse geometrier (hvilket efterlader renere overflader), efterlader løsrevne understøtninger mindre vidnemærker på parringsoverfladen. Design med en “flad ned”-orientering i tankerne for at minimere støttekontakt på kritiske kosmetiske flader.
ABS vs. PC vs. Nylon PA12
ABS er en arbejdshest i industrien, men det er ikke en sølvkugle. Hvis du vælger den forkerte termoplast til din applikation, fører det til for tidlige fejl på emnerne og spildte budgetter. Hvis du er usikker på, om ABS er det optimale valg til dine funktionelle krav, kan du bruge denne guide til at sammenligne vores tre mest populære polymerer i produktionskvalitet.
Sammenligningsmatrix
| Materiale | Ideel brugssag | Hvorfor du måske vælger et alternativ |
|---|---|---|
| ABS (FDM) | Vælg ABS, hvis: Du har brug for en balance mellem høj slagstyrke, omkostningseffektiv fremstilling af prototyper i store mængder og fremragende muligheder for efterbehandling (let at tappe, lime, bore og dampglatte). Det er standarden for test af forbrugsvarer og stive kabinetter. | Undgå hvis: Din del vil opleve kontinuerlige temperaturer på over 90 °C (194 °F) eller kræver ekstrem kemisk modstandsdygtighed over for skrappe opløsningsmidler. |
| Polykarbonat (PC - FDM) | Vælg PC, hvis: Du har brug for overlegen trækstyrke (op til 68 MPa) og høj termisk stabilitet. Med en varmeafbøjningstemperatur (HDT) på 138 °C (280 °F) er PC konstrueret til bilværktøj under motorhjelmen, højvarmekanaler og robuste produktionshjælpemidler. | Undgå hvis: Du har et stramt budget til simpel fit-testing, eller hvis emnet kræver omfattende manuel slibning og kemisk udjævning (PC er betydeligt sværere at efterbehandle end ABS). |
| Nylon PA12 (SLS) | Vælg PA12, hvis: Dit design har meget komplekse, organiske geometrier, indvendige kanaler eller ekstreme udhæng. Fordi selektiv lasersintring (SLS) bruger usintret pulver som en naturlig støtte, kan vi printe bevægelige enheder og levende hængsler med nul støttemærker. Det giver også overlegen træthedsresistens. | Undgå hvis: Du skal have en helt forseglet, vandtæt overflade ud af printeren (SLS-nylon er naturligt porøst og kræver forsegling), eller hvis du har brug for den lavest mulige pris for store, voluminøse geometrier. |
Industrielle anvendelser for FDM ABS
Ingeniører køber ikke 3D-print; de køber løsninger på mekaniske problemer. Uanset om du har brug for at validere et design, før du skærer en $50.000-stålform eller implementerer en bro til produktionsbatch, så kan du se her, hvordan vores ABS 3D-print-service til funktionelle dele giver et håndgribeligt investeringsafkast i hele produktets livscyklus.
Funktionelle prototyper til form og pasform
- Udfordringen: SLA-harpikser ser godt ud, men splintres under bøjningsbelastning. Man kan ikke teste et levende hængsel eller en snap-fit-mekanisme med skrøbelige materialer.
- ABS-løsningen: Vores ægte termoplastiske ABS replikerer duktiliteten og brudforlængelsen i sprøjtestøbt plast. Vi printer rutinemæssigt kabinetter til forbrugerelektronik, der kan overleve strenge, gentagne snap-fit-tests uden katastrofale fejl.
- Resultatet: Du kan trygt godkende CAD-designet til dyre sprøjtestøbeværktøjer og eliminere risikoen for dyre efterbearbejdninger.


Ikke-marinerende jigs til klasse A-overflader
- Udfordringen: CNC-bearbejdet aluminiumssamling Armaturer er dyre, tunge og notorisk tilbøjelige til at ridse malede eller anodiserede slutprodukter på samlebåndet.
- ABS-løsningen: ABS er strukturelt stift nok til at holde snævre tolerancer under samlingen, men alligevel betydeligt blødere end metal. Vi printer komplekse, skræddersyede indlejringsgeometrier, der passer perfekt til dit produkt uden at ødelægge A-overfladen.
- Resultatet: Reducerede skrotningsrater på samlebåndet og en 70% reduktion i omkostningerne til fremstilling af fiksturer sammenlignet med traditionel CNC-bearbejdning.
Bridge-produktion i små mængder til slutbrugere
- Udfordringen: Du skal bruge 50 til 500 enheder af et sensorhus med det samme. Traditionel fremstilling er for langsom, og standard 3D-printfilamenter (som PLA eller PETG) bliver skæve under industrielle driftstemperaturer.
- ABS-løsningen: Med en varmeafbøjningstemperatur (HDT) på 96 °C fungerer vores Fortus-printede ABS-emner pålideligt i miljøer med konstant 80 °C. De nedbrydes ikke i et varmt bilinteriør eller inde i kontrolskabe til tunge maskiner.
- Resultatet: Du slipper for 8 ugers ventetid på sprøjtestøbning og kan sende holdbare, varmebestandige slutbrugere ud i marken i løbet af få dage.

Stop med at tvivle på dit design. Få et øjeblikkeligt tilbud og en gratis DFM-gennemgang.
Upload din 3D-model (STEP eller STL) til vores sikre, NDA-beskyttede portal for at få et øjeblikkeligt tilbud. Du får ikke bare en pris. Vores system og ingeniører analyserer øjeblikkeligt din geometri for optimal byggeorientering, risiko for vægtykkelse og potentielle supportmærker. Nul omkostninger. Ingen forpligtelse.
Ofte stillede spørgsmål
Vi tror på fuld gennemsigtighed. Her er de direkte svar på de mest almindelige tekniske spørgsmål, vi modtager fra maskiningeniører og indkøbsteams, der evaluerer vores ABS FDM-tjenester.
Er dit ABS-materiale kompatibelt med dampudglatning med acetone?
Ja, fordi vi bruger 100% ren termoplastisk ABS i produktionskvalitet (ikke billige blandinger, PLA eller PETG), reagerer vores dele meget forudsigeligt på kemisk dampudjævning. Acetoneprocessen smelter og smelter effektivt den ydre skal, hvilket eliminerer synlige laglinjer, forsegler mikroporer og giver en blank, vandafvisende finish, der nøje efterligner sprøjtestøbning.
Hvordan er styrken af jeres FDM ABS sammenlignet med traditionel sprøjtestøbt ABS?
Vi lover aldrig for meget. På grund af den grundlæggende karakter af lag-for-lag FDM-ekstrudering vil en trykt ABS-del typisk beholde ca. 80% af trækstyrken af en solid, sprøjtestøbt modpart. Det skyldes primært anisotropi i Z-aksen. FDM ABS er fremragende til funktionel prototyping, fit-testing og lavbelastningsarmaturer. Men hvis din applikation kræver 100% isotropisk styrke eller du skal opskalere til store mængder, er traditionel sprøjtestøbning det nødvendige næste skridt. Vi anbefaler stærkt, at du bruger vores FDM-emner til at validere dit CAD-design grundigt, før du investerer i det dyre stålværktøj.
Jeg uploader beskyttede CAD-modeller. Hvordan garanterer I IP-sikkerhed?
Din intellektuelle ejendom er din livsnerve. Vores tilbudsportal er end-to-end-krypteret. Endnu vigtigere er det, at vi tilbyder en automatiseret, juridisk bindende Aftale om hemmeligholdelse (NDA) som du kan udføre med et enkelt klik, før du overhovedet har uploadet dine STEP- eller STL-filer. Vi udliciterer aldrig dine ITAR-følsomme eller proprietære designs til ubekræftede tredjepartsmæglere.
Tal direkte med en produktionsingeniør
Mens vores øjeblikkelig tilbudsgivning portal håndterer standardforespørgsler 24/7, men komplekse samlinger kræver menneskelig ekspertise. Før du Bestil dit ABS 3D-print, Hvis dit projekt involverer ITAR-restriktioner, brugerdefinerede testkrav eller store mængder blanket PO'er, skal du springe det automatiserede system over. Tal direkte med de ingeniører, der rent faktisk skal styre din produktion på værkstedsgulvet.