Služba 3D tisku ABS
Společnost ShincoFab vyrábí vysoce pevné komponenty z akrylonitrilbutadienstyrenu (ABS) pomocí systémů Stratasys Fortus s uzavřenou komorou. Dosahují opakovatelných tolerancí ±0,005” (0,127 mm) s optimalizovanou adhezí vrstev v ose Z. 100% skutečný ABS, ne levné směsi. Certifikace AS9100 a ISO 9001.
Průmyslové komory vs. stolní lůžka
Pokud jste někdy obdrželi 3D výtisk z ABS, který se v rozích zkroutil nebo rozdělil podél linií vrstev, byl pravděpodobně vyroben na stolním stroji s vyhřívaným lůžkem. ABS má vysoký koeficient tepelné roztažnosti. Když jsou spodní vrstvy zahřáté, ale horní vrstvy rychle vychladnou na pokojovou teplotu, dochází k nerovnoměrnému smršťování. Výsledek? Deformace, rozměrové poruchy a slabé spojení vrstev.
Na adrese ShincoFab, naše Tisk FDM ABS tento zásadní nedostatek odstraňuje.
Všechny naše díly ABS jsou vyráběny na Systémy Stratasys Fortus a F900 jsou vybaveny plně uzavřenými, aktivně vyhřívanými stavebními komorami.
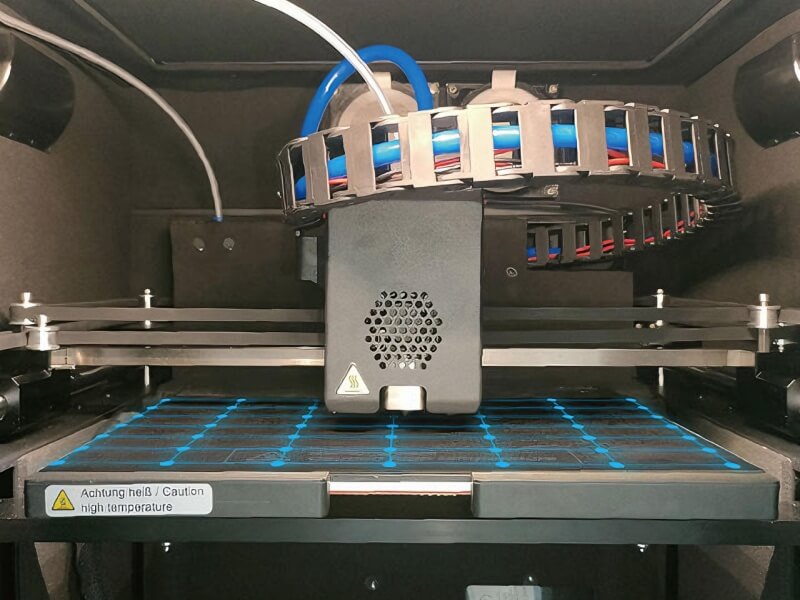
Stálé prostředí pro sestavování 90 °C
Udržováním celé konstrukční obálky při teplotě přibližně 90 °C (těsně pod teplotou skelného přechodu ABS) eliminujeme vnitřní zbytková napětí. To zabraňuje kroucení i u velkých plochých geometrií.

Maximalizovaná síla osy Z
Rovnoměrná tepelná regulace zabraňuje rychlému ochlazení. To umožňuje správné propletení polymerních řetězců napříč vytlačovacími linkami, což výrazně zlepšuje přilnavost vrstev v ose Z a zabraňuje delaminaci při mechanickém zatížení.

Předvídatelná rozměrová přesnost
Řízené chlazení od první vrstvy až po vrchní vrstvu zajišťuje, že vaše díly vydrží. ±0,005” (0,127 mm) tolerance bez ohledu na výšku nebo objem dílu.
Skutečný termoplast ABS vs. pryskyřice podobné ABS
Mnoho poskytovatelů klame zákazníky tím, že nabízí Materiály pro 3D tisk z pryskyřice podobné ABS když je požadováno pravdivé ABS. Díly SLA sice vypadají hladce, ale pod UV světlem degradují a časem křehnou. Nehrajeme si se slovíčky. Používáme skutečné, výrobně vhodné materiály 100%. Vlákno ABS. Naše díly lze závitovat, vrtat, brousit, chemicky vyhlazovat a podrobovat mechanickým zkouškám v reálném světě, aniž by se roztříštily.
Když zadáte ABS, získáte skutečné termoplastický polymer navržené přesně podle vašich funkčních požadavků.
Matice pro výběr materiálu
| Stupeň materiálu | Pevnost v tahu | Klíčové charakteristiky | Ideální průmyslové aplikace |
|---|---|---|---|
| Standardní ABS (M30) | 36 MPa (5 200 psi) | Vysoká odolnost proti nárazu. Vyvažuje pevnost, houževnatost a odolnost. | Funkční prototypování, snap-fit komponenty, testování spotřebního zboží. |
| ABS-ESD7 | 35 MPa (5 000 psi) | Staticky disipativní (povrchový odpor: 10⁴ - 10⁹ ohmů). Zabraňuje hromadění statické elektřiny. | Elektronické skříně, přípravky pro osazování desek plošných spojů, automatické manipulační přípravky. |
| ABS-M30i | 36 MPa (5 200 psi) | Biokompatibilní a sterilizovatelné (Gamma nebo EtO). Splňuje požadavky ISO 10993 USP třída VI. | Chirurgické vrtáky, prototypy lékařských přístrojů, farmaceutické obaly. |
| ABS-CF10 | 43 MPa (6 200 psi) | Naplněno sekanými uhlíkovými vlákny 10%. 50% větší tuhost než standardní ABS. | Nástroje pro koncové rameno (EOAT), výrobní pomůcky, držáky pro vysoké zatížení. |
Údaje o materiálu ABS pro výrobu
Na číslech záleží. Níže uvedené údaje představují standardní materiál Stratasys ABS-M30 vytištěný na průmyslových systémech Fortus. Nejedná se o teoretické laboratorní výsledky ze vstřikovaných vzorků, ale o reálné metriky po vytištění, na které se můžete spolehnout. vyrábět funkční díly z ABS a prototypy s vysokou odolností.
Tabulka technických specifikací
| Vlastnost (Norma ASTM) | Korigovaná hodnota (metrická / imperiální) | Proč je to důležité pro vaši aplikaci |
|---|---|---|
| Pevnost v tahu, mez kluzu (D638) | ~28-31 MPa (4 100-4 500 psi), směrově závislé | Určuje zatížení, které díl snese, než se trvale zdeformuje; důležité pro zásuvné spoje, svorky a zatížené držáky. |
| Modul v tahu (D638) | ~2 400 MPa (348 000-350 000 psi) | Měření tuhosti; užitečné pro konstrukční konzoly, přípravky a přípravky pod trvalým namáháním. |
| Teplota tepelné deformace (HDT) při 66 psi (D648) | 96°C (204°F) | Udává, jak dobře díl drží tvar za tepla v provozním prostředí. |
| Pevnost v rázu, Izodův vrub (D256) | ~139 J/m (2,6 ft-lb/in) | Vykazuje odolnost proti náhlým nárazům v místech koncentrace napětí, jako jsou rohy, drážky a zářezy. |
Inženýrská kontrola reality
FDM ABS Anizotropie
Stejně jako všechny procesy FDM vykazují naše díly z ABS anizotropie (směrové vlastnosti). Zatímco my optimalizujeme přilnavost vrstev pomocí vyhřívaných komor, Pevnost v tahu v ose Z je obvykle ~70% pevnosti v tahu v ose X-Y..
Jak pro vás toto riziko snižujeme:
Pokud bude váš díl vystaven značnému mechanickému zatížení, informujte nás o tom ve fázi tvorby cenové nabídky. Naši DFM inženýři strategicky nasměrují směr sestavení (např. umístí kritické body namáhání rovnoběžně s rovinou X-Y) nebo navrhnou konstrukční úpravy (např. přidání filetů nebo žeber), aby byla zajištěna strukturální integrita. před zahájením procesu sestavení
Povrchové úpravy a následné zpracování
Protože k vytlačování skutečných termoplastů používáme průmyslovou technologii FDM, budou naše díly z ABS vytištěné po vytlačení vykazovat viditelné linie vrstev. To je charakteristickým znakem strukturálně správné konstrukce FDM. Nabízíme však komplexní řešení následného zpracování v závislosti na tom, zda váš projekt vyžaduje hrubý mechanický výkon, nebo estetický vzhled vstřikovaných dílů.

Standardní povrchová úprava jako při tisku
- Vzhled: Matná povrchová úprava s výraznými, rovnoměrnými liniemi vrstvy (obvykle s výškou vrstvy 200 mikronů / 0,007”).
- Nejlepší pro: Vnitřní konstrukční součásti, držáky, přípravky, přípravky a prototypy pro rychlé testování, kde je estetika druhořadá ve srovnání s rychlostí a náklady.
- Standardní povrchové úpravy nebrousíme ani neměníme, pokud to není požadováno, a zajišťujeme tak přesnost rozměrů přesně podle modelu.

Vyhlazování par
- Proces: K jemnému roztavení a spojení vnější povrchové vrstvy používáme řízené chemické vyhlazování parami (působení acetonu).
- Výsledek: Lesklá povrchová úprava podobná vstřikování, která eliminuje viditelné linie vrstev. A co je ještě důležitější, tento proces utěsňuje mikroskopické póry mezi vrstvami, takže díl je odolný vůči vodě a lépe se čistí.
- Nejlepší pro: Prototypy určené pro spotřebitele, prezentační modely nebo aplikace pro manipulaci s tekutinami, které vyžadují uzavřený povrch.

Obrábění po tisku
- Výhoda skutečného ABS: Na rozdíl od křehkého PLA nebo lehce vytvrzených pryskyřic, které se pod nástroji tříští, náš skutečný termoplast ABS se krásně obrábí.
- Schopnosti: Běžně provádíme vrtání po tisku, závitování (přidávání funkčních kovových závitů/vložek), frézování rovných styčných ploch a ruční broušení.
- Nejlepší pro: Složité sestavy, odolná pouzdra vyžadující instalaci hardwaru a rozhraní s přísnou tolerancí.
Pokyny pro navrhování FDM ABS (DFM)
Aby vaše díly splňovaly funkční požadavky a dodržovaly naši standardní toleranci ±0,005” (0,127 mm), je třeba dodržet určitá konstrukční pravidla. Přestože u každého nahraného souboru provádíme bezplatnou analýzu DFM, dodržení těchto parametrů urychlí vaši 24hodinovou realizaci a zabrání nákladným poruchám tisku.

Maximální objem sestavení
Naše systémy Stratasys F900 se vyznačují rozsáhlým konstrukčním prostorem. 914 x 610 x 914 mm (36 x 24 x 36 palců). Můžeme vyrábět velké panely, přípravky a skříně z jednoho kusu, čímž se eliminuje potřeba slabých lepených spojů.

Minimální tloušťka stěny
- Standardně doporučeno: 1,0 mm (0,040”). Tím je zajištěna dostatečná vnitřní výplň pro strukturální integritu.
- Absolutní minimum: 0,8 mm (0,031”). U tenčích materiálů hrozí riziko delaminace nebo selhání během tisku. Pro stěny menší než 0,8 mm zvažte naše služby SLA nebo SLS.

Otvory a válce (zohlednění osy Z)
- FDM vytváří otvory nanášením materiálu v kruzích. Kvůli odporu materiálu mají svislé otvory tendenci tisknout mírně podměrečné otvory.
- Osvědčené postupy: Navrhněte otvory záměrně poddimenzované o ~0,1 mm až 0,2 mm a nechte nás je dodatečně vyvrtat nebo vystružit na přesné konečné rozměry. Doporučujeme vyvrtat všechny svislé otvory pod 2,0 mm (0,080”).

Převisy a podpůrné konstrukce
- FDM vyžaduje základ. Jakýkoli úhel přesahu přesahující 45 stupňů od svislice bude nutné vytvořit rozpustné nebo odlomitelné podpůrné struktury.
- Kontrola reality: Zatímco pro složité geometrie používáme rozpustné podpěry (zanechávají čistší povrch), odlamovací podpěry zanechávají na styčném povrchu drobné stopy. Navrhujte s ohledem na orientaci “plochou dolů”, abyste minimalizovali kontakt podpěr s kritickými kosmetickými plochami.
ABS vs. PC vs. Nylon PA12
Systém ABS je v tomto oboru osvědčený, ale není to stříbrná kulka. Určení nesprávného termoplastu pro vaši aplikaci vede k předčasnému selhání dílu a promarnění rozpočtu. Pokud si nejste jisti, zda je ABS optimální volbou pro váš funkční požadavek, použijte tohoto průvodce pro porovnání našich tří nejoblíbenějších polymerů pro výrobu.
Srovnávací matice
| Materiál | Ideální případ použití | Proč byste si mohli vybrat alternativu |
|---|---|---|
| ABS (FDM) | ABS si vyberte, pokud: Požadujete rovnováhu mezi vysokou rázovou pevností, cenově výhodnou výrobou velkoobjemových prototypů a vynikajícími možnostmi následného zpracování (snadné závitování, lepení, vrtání a vyhlazování párou). Jedná se o standard pro testování spotřebního zboží a pevných krytů. | Vyhněte se, pokud: Váš díl bude trvale vystaven teplotám přesahujícím 90 °C nebo vyžaduje extrémní chemickou odolnost vůči agresivním rozpouštědlům. |
| Polykarbonát (PC - FDM) | PC vyberte, pokud: Požadujete vynikající pevnost v tahu (až 68 MPa) a vysokou tepelnou stabilitu. S teplotou tepelného ohybu (HDT) 138 °C je PC navržen pro nástroje pod kapotou automobilů, kanály s vysokým zahříváním a robustní výrobní pomůcky. | Vyhněte se, pokud: Máte omezený rozpočet na jednoduché testování lícování, nebo pokud díl vyžaduje rozsáhlé ruční broušení a chemické vyhlazování (PC je podstatně náročnější na následné zpracování než ABS). |
| Nylon PA12 (SLS) | PA12 zvolte, pokud: Vaše konstrukce se vyznačuje velmi složitou organickou geometrií, vnitřními kanály nebo extrémními převisy. Protože selektivní laserové spékání (SLS) používá nespékaný prášek jako přirozenou podporu, můžeme tisknout pohyblivé sestavy a živé závěsy s nulovými svědeckými stopami podpory. Nabízí také vynikající odolnost proti únavě. | Vyhněte se, pokud: Potřebujete zcela utěsněný, vodotěsný povrch po výstupu z tiskárny (SLS nylon je přirozeně porézní a vyžaduje utěsnění), nebo pokud potřebujete co nejnižší náklady na velké, objemné geometrie. |
Průmyslové aplikace pro FDM ABS
Inženýři si nekupují 3D výtisky, ale řešení mechanických problémů. Ať už potřebujete ověřit návrh před vyřezáním ocelové formy $50 000 nebo nasadit přemostění do výrobní série, zde je návod, jak naše Služba 3D tisku z ABS pro funkční díly přináší hmatatelnou návratnost investic v celém životním cyklu produktu.
Funkční prototypy pro tvar a přizpůsobení
- Výzva: Pryskyřice SLA vypadají skvěle, ale při ohybovém namáhání se tříští. S křehkými materiály nelze testovat živé panty nebo zaklapávací mechanismus.
- Řešení ABS: Náš skutečný termoplast ABS kopíruje tvárnost a prodloužení při přetržení vstřikovaných plastů. Běžně tiskneme kryty pro spotřební elektroniku, které vydrží náročné, opakované testy na zacvaknutí bez katastrofického selhání.
- Výsledek: S jistotou schválíte návrh CAD pro drahé vstřikovací formy, čímž eliminujete riziko nákladného přepracování po výrobě.


Přípravky pro povrchy třídy A, které se nedřou
- Výzva: CNC obráběné hliníková sestava jsou drahé, těžké a jsou známé tím, že na montážní lince mohou poškrábat lakované nebo eloxované finální výrobky.
- Řešení ABS: ABS je konstrukčně dostatečně tuhý, aby při montáži udržel přísné tolerance, a přitom je výrazně měkčí než kov. Tiskneme složité, na míru šité geometrie, které dokonale drží váš výrobek, aniž by došlo k poškození povrchu A.
- Výsledek: Snížení zmetkovitosti na montážní lince a snížení nákladů na výrobu přípravků 70% ve srovnání s tradičním CNC obráběním.
Malosériová výroba mostů pro díly pro konečné použití
- Výzva: Okamžitě potřebujete 50 až 500 kusů pouzdra senzoru. Tradiční výroba je příliš pomalá a standardní vlákna pro 3D tisk (jako PLA nebo PETG) se při průmyslových provozních teplotách deformují.
- Řešení ABS: Díky teplotě tepelného ohybu (HDT) 96 °C naše díly z ABS s potiskem Fortus spolehlivě fungují v prostředí s trvalou teplotou 80 °C. Nedegradují v horkém interiéru automobilu ani v řídicích skříních těžkých strojů.
- Výsledek: Vyhnete se 8týdenní čekací době na vstřikování a trvanlivé, žáruvzdorné díly pro koncové použití uvedete do provozu během několika dní.

Přestaňte odhadovat svůj design. Získejte okamžitou nabídku a bezplatnou recenzi DFM.
Nahrajte svůj 3D model (STEP nebo STL) na náš zabezpečený portál chráněný NDA a získejte okamžitou nabídku. Nedostanete jen cenu. Náš systém a naši inženýři okamžitě analyzují vaši geometrii z hlediska optimální orientace konstrukce, rizik tloušťky stěn a potenciálních podpůrných svědeckých značek. Nulové náklady. Nulový závazek.
Často kladené otázky
Věříme v plnou transparentnost. Zde jsou přímé odpovědi na nejčastější technické otázky, které dostáváme od strojních inženýrů a nákupních týmů, kteří hodnotí naše služby ABS FDM.
Je váš materiál ABS kompatibilní s vyhlazováním acetonovými parami?
Ano. Protože používáme čistý termoplast ABS 100% určený pro výrobu (ne levné směsi, PLA nebo PETG), naše díly reagují na chemické vyhlazování par velmi předvídatelně. Acetonový proces účinně roztaví a spojí vnější plášť, čímž odstraní viditelné linie vrstev, utěsní mikropóry a zajistí lesklý, voděodolný povrch, který věrně napodobuje vstřikování.
Jaká je pevnost vašeho FDM ABS v porovnání s tradičním vstřikovaným ABS?
Nikdy neslibujeme příliš mnoho. Vzhledem k zásadní povaze vytlačování FDM po vrstvách si díl z ABS po vytištění obvykle zachovává své vlastnosti. zhruba 80% pevnosti v tahu pevného vstřikovaného ekvivalentu. To je způsobeno především anizotropií v ose Z. FDM ABS je výjimečný pro funkční prototypy, testování lícování a nízkonapěťové přípravky. Pokud však vaše aplikace vyžaduje 100% izotropní pevnost nebo se jedná o velké objemy, je nezbytným dalším krokem tradiční vstřikování. Důrazně doporučujeme použít naše díly FDM k důkladnému ověření vašeho návrhu CAD před investicí do drahého ocelového nástroje.
Nahrávám proprietární modely CAD. Jak zaručíte bezpečnost IP?
Vaše duševní vlastnictví je vaším životním prostředím. Náš cenový portál je šifrovaný end-to-end. A co je ještě důležitější, nabízíme automatizované, právně závazné Dohoda o mlčenlivosti (NDA) které můžete spustit jedním kliknutím ještě před nahráním souborů STEP nebo STL. Nikdy nepředáváme vaše návrhy citlivé z hlediska ITAR nebo patentované návrhy neověřeným zprostředkovatelům třetích stran.
Obraťte se přímo na výrobního inženýra
Zatímco naše okamžité citování portál zpracovává standardní požadavky 24 hodin denně, složité sestavy vyžadují lidské znalosti. Než se zadejte objednávku 3D tisku ABS, pokud váš projekt zahrnuje omezení ITAR, požadavky na vlastní testování nebo velkoobjemové hromadné zakázky, přeskočte automatizovaný systém. Obraťte se přímo na inženýry, kteří budou vaši sestavu skutečně řídit přímo v dílně.