ABS 3D Printing Service
ShincoFab manufactures high-strength Acrylonitrile Butadiene Styrene (ABS) components using closed-chamber Stratasys Fortus systems. Achieve repeatable tolerances of ±0.005” (0.127 mm) with optimized Z-axis layer adhesion. 100% real ABS, not cheap blends. AS9100 & ISO 9001 Certified.
Industrial Chambers vs. Desktop Beds
If you have ever received an ABS 3D printed part that curled at the corners or split along the layer lines, it was likely produced on a desktop machine using a heated bed. ABS has a high coefficient of thermal expansion. When the bottom layers are heated but the upper layers cool rapidly at room temperature, uneven shrinkage occurs. The result? Warping, dimensional failure, and weak layer bonding.
At ShincoFab, our FDM ABS printing process eliminates this fundamental flaw.
All our ABS parts are manufactured on Stratasys Fortus and F900 systems equipped with fully enclosed, actively heated build chambers.
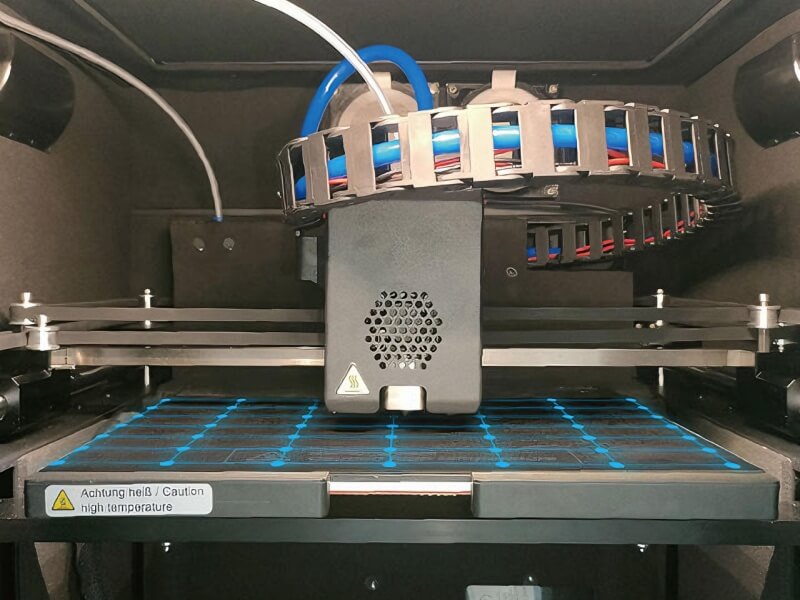
Constant 90°C Build Environment
By maintaining the entire build envelope at approximately 90°C (just below the glass transition temperature of ABS), we eliminate internal residual stresses. This prevents curling, even on large, flat geometries.

Maximized Z-Axis Strength
Uniform thermal control prevents rapid cooling. This allows the polymer chains to properly entangle across the extrusion lines, drastically improving Z-axis layer adhesion and preventing delamination under mechanical load.

Predictable Dimensional Accuracy
Controlled cooling from the first layer to the top layer ensures your parts hold the ±0.005” (0.127 mm) tolerance consistently, regardless of part height or volume.
Real Thermoplastic ABS vs. ABS-Like Resins
Many providers mislead customers by offering ABS-like SLA resin 3D printing materials when true ABS is requested. While SLA parts look smooth, they degrade under UV light and turn brittle over time. We don’t play word games. We use 100% real, production-grade ABS filament. Our parts can be tapped, drilled, sanded, chemically smoothed, and subjected to real-world mechanical testing without shattering.
When you specify ABS, you get actual thermoplastic polymer engineered for your exact functional requirements.
Material Selection Matrix
| Material Grade | Tensile Strength | Key Characteristics | Ideal Industrial Applications |
|---|---|---|---|
| Standard ABS (M30) | 36 MPa (5,200 psi) | High impact resistance. Balances strength, toughness, and durability. | Functional prototyping, snap-fit components, consumer goods testing. |
| ABS-ESD7 | 35 MPa (5,000 psi) | Static-dissipative (Surface resistance: 10⁴ - 10⁹ ohms). Prevents static buildup. | Electronic enclosures, PCB assembly fixtures, automated handling jigs. |
| ABS-M30i | 36 MPa (5,200 psi) | Biocompatible and sterilizable (Gamma or EtO). Meets ISO 10993 USP Class VI. | Surgical drill guides, medical device prototyping, pharmaceutical packaging. |
| ABS-CF10 | 43 MPa (6,200 psi) | Infused with 10% chopped carbon fiber. 50% greater stiffness than standard ABS. | End-Of-Arm Tooling (EOAT), manufacturing aids, high-stress load brackets. |
Production-Grade ABS Material Data
Numbers matter. The data below represents standard Stratasys ABS-M30 printed on industrial Fortus systems. These aren’t theoretical lab results from injection-molded samples; these are real-world, as-printed metrics you can rely on to produce functional ABS parts and high-durability prototypes.
Technical Specifications Table
| Property (ASTM Standard) | Corrected Value (Metric / Imperial) | Why It Matters for Your Application |
|---|---|---|
| Tensile Strength, Yield (D638) | ~28–31 MPa (4,100–4,500 psi), direction-dependent | Determines the load a part can bear before permanently deforming; important for snap-fits, clips, and loaded brackets. |
| Tensile Modulus (D638) | ~2,400 MPa (348,000–350,000 psi) | Measures stiffness; useful for structural brackets, jigs, and fixtures under continuous stress. |
| Heat Deflection Temp (HDT) @ 66 psi (D648) | 96°C (204°F) | Indicates how well the part holds shape under heat in service environments. |
| Impact Strength, Izod Notched (D256) | ~139 J/m (2.6 ft-lb/in) | Shows resistance to sudden impacts at stress concentrators such as corners, slots, and notches. |
Engineering Reality Check
FDM ABS Anisotropy
Like all FDM processes, our ABS parts exhibit anisotropy (directional properties). While we optimize layer adhesion with heated chambers, Z-axis tensile strength is typically ~70% of X-Y strength.
How we mitigate this risk for you:
If your part will bear significant mechanical loads, please inform us during the quoting phase. Our DFM engineers will strategically orient the build direction (e.g., placing critical stress points parallel to the X-Y plane) or suggest design modifications (like adding fillets or ribs) to ensure structural integrity before we start the build process
Surface Finishes and Post-Processing
Because we utilize industrial FDM technology to extrude real thermoplastics, our as-printed ABS parts will display visible layer lines. This is the hallmark of a structurally sound FDM build. However, we offer comprehensive post-processing solutions depending on whether your project requires raw mechanical performance or an injection-molded aesthetic.

Standard As-Printed Finish
- Appearance: Matte finish with distinct, uniform layer lines (typically built at a 200-micron / 0.007” layer height).
- Best For: Internal structural components, brackets, jigs, fixtures, and rapid fit-testing prototypes where aesthetics are secondary to speed and cost.
- We do not sand or alter standard finishes unless requested, ensuring dimensional accuracy remains exactly as modeled.

Vapor Smoothing
- The Process: We utilize controlled chemical vapor smoothing (acetone exposure) to gently melt and fuse the outer surface layer.
- The Result: A glossy, injection-molded-like finish that eliminates visible layer lines. More importantly, this process seals the microscopic pores between layers, making the part water-resistant and easier to clean.
- Best For: Consumer-facing prototypes, presentation models, or fluid-handling applications requiring a sealed surface.

Post-Print Machining
- The Advantage of Real ABS: Unlike brittle PLA or light-cured resins that shatter under tooling, our real thermoplastic ABS machines beautifully.
- Capabilities: We routinely perform post-print drilling, tapping (adding functional metal threads/inserts), milling flat mating surfaces, and manual sanding.
- Best For: Complex assemblies, durable housings requiring hardware installation, and tight-tolerance mating interfaces.
FDM ABS Design Guidelines (DFM)
To ensure your parts meet functional requirements and hold our standard ±0.005” (0.127 mm) tolerance, certain design rules must be respected. While we perform a free DFM analysis on every uploaded file, adhering to these parameters will expedite your 24-hour turnaround and prevent costly print failures.

Maximum Build Volume
Our Stratasys F900 systems feature an expansive build envelope of 914 x 610 x 914 mm (36 x 24 x 36 inches). We can produce large panels, jigs, and housings in a single piece, eliminating the need for weak bonded joints.

Minimum Wall Thickness
- Standard Recommended: 1.0 mm (0.040”). This ensures sufficient internal infill for structural integrity.
- Absolute Minimum: 0.8 mm (0.031”). Anything thinner risks delamination or failure during the printing process. For walls below 0.8mm, consider our SLA or SLS services.

Holes and Cylinders (Z-Axis Considerations)
- FDM creates holes by depositing material in circles. Due to material drag, vertical holes tend to print slightly undersized.
- Best Practice: Design holes intentionally undersized by ~0.1mm – 0.2mm and let us post-process drill or ream them to precise final dimensions. We recommend drilling out any vertical holes under 2.0 mm (0.080”).

Overhangs and Support Structures
- FDM requires a foundation. Any overhang angle exceeding 45 degrees from vertical will necessitate the generation of soluble or breakaway support structures.
- The Reality Check: While we use soluble supports for complex geometries (leaving cleaner surfaces), breakaway supports will leave minor witness marks on the mating surface. Design with a “flat down” orientation in mind to minimize support contact on critical cosmetic faces.
ABS vs. PC vs. Nylon PA12
ABS is an industry workhorse, but it isn’t a silver bullet. Specifying the wrong thermoplastic for your application leads to premature part failure and wasted budgets. If you are unsure whether ABS is the optimal choice for your functional requirement, use this guide to compare our three most popular production-grade polymers.
Comparison Matrix
| Material | Ideal Use Case | Why You Might Choose an Alternative |
|---|---|---|
| ABS (FDM) | Choose ABS if: You require a balance of high impact strength, cost-effective large-volume prototyping, and excellent post-processing capabilities (easy to tap, glue, drill, and vapor smooth). It is the standard for consumer goods testing and rigid enclosures. | Avoid if: Your part will experience continuous temperatures exceeding 90°C (194°F) or requires extreme chemical resistance to harsh solvents. |
| Polycarbonate (PC - FDM) | Choose PC if: You require superior tensile strength (up to 68 MPa) and high thermal stability. With a Heat Deflection Temperature (HDT) of 138°C (280°F), PC is engineered for under-the-hood automotive tooling, high-heat ducting, and rugged manufacturing aids. | Avoid if: You are on a strict budget for simple fit-testing, or if the part requires extensive manual sanding and chemical smoothing (PC is significantly harder to post-process than ABS). |
| Nylon PA12 (SLS) | Choose PA12 if: Your design features highly complex, organic geometries, internal channels, or extreme overhangs. Because Selective Laser Sintering (SLS) uses unsintered powder as a natural support, we can print moving assemblies and living hinges with zero support witness marks. It also offers superior fatigue resistance. | Avoid if: You need a completely sealed, watertight surface out of the printer (SLS Nylon is naturally porous and requires sealing), or if you need the lowest possible cost for large, bulky geometries. |
Industrial Applications for FDM ABS
Engineers don’t buy 3D prints; they buy solutions to mechanical problems. Whether you need to validate a design before cutting a $50,000 steel mold or deploy a bridge-to-production batch, here is how our ABS 3D printing service for functional parts delivers tangible ROI across the product lifecycle.
Functional Prototypes for Form and Fit
- The Challenge: SLA resins look great but shatter under flexural strain. You cannot test a living hinge or a snap-fit mechanism with brittle materials.
- The ABS Solution: Our real thermoplastic ABS replicates the ductility and elongation-at-break of injection-molded plastics. We routinely print consumer electronics enclosures that can survive rigorous, repeated snap-fit testing without catastrophic failure.
- The Result: You confidently approve the CAD design for expensive injection mold tooling, eliminating the risk of costly post-tooling rework.


Non-Marring Jigs for Class-A Surfaces
- The Challenge: CNC machined aluminum assembly fixtures are expensive, heavy, and notoriously prone to scratching painted or anodized final products on the assembly line.
- The ABS Solution: ABS is structurally rigid enough to hold tight tolerances during assembly, yet significantly softer than metal. We print complex, custom-nesting geometries that perfectly cradle your product without marring the A-surface.
- The Result: Reduced scrap rates on the assembly line and a 70% reduction in fixture fabrication costs compared to traditional CNC machining.
Low-Volume Bridge Production for End-Use Parts
- The Challenge: You need 50 to 500 units of a sensor housing immediately. Traditional manufacturing is too slow, and standard 3D printing filaments (like PLA or PETG) warp under industrial operating temperatures.
- The ABS Solution: With a Heat Deflection Temperature (HDT) of 96°C, our Fortus-printed ABS parts reliably operate in continuous 80°C environments. They won’t degrade in a hot car interior or inside heavy machinery control cabinets.
- The Result: You bypass the 8-week wait time for injection molding and put durable, heat-resistant end-use parts into the field in a matter of days.

Stop Second-Guessing Your Design. Get an Instant Quote and a Free DFM Review.
Upload your 3D model (STEP or STL) to our secure, NDA-protected portal to get an instant quote. You won’t just get a price. Our system and engineers will instantly analyze your geometry for optimal build orientation, wall thickness risks, and potential support witness marks. Zero cost. Zero commitment.
Frequently Asked Questions
We believe in full transparency. Here are the direct answers to the most common technical questions we receive from mechanical engineers and procurement teams evaluating our ABS FDM services.
Is your ABS material compatible with acetone vapor smoothing?
Yes. Because we use 100% pure, production-grade thermoplastic ABS (not cheap blends, PLA, or PETG), our parts react highly predictably to chemical vapor smoothing. The acetone process effectively melts and fuses the outer shell, eliminating visible layer lines, sealing micro-pores, and delivering a glossy, water-resistant finish that closely mimics injection molding.
How does the strength of your FDM ABS compare to traditional Injection Molded ABS?
We never over-promise. Due to the fundamental nature of layer-by-layer FDM extrusion, an as-printed ABS part will typically retain roughly 80% of the tensile strength of a solid, injection-molded equivalent. This is primarily due to Z-axis anisotropy. FDM ABS is exceptional for functional prototyping, fit-testing, and low-stress fixtures. However, if your application demands 100% isotropic strength or you are scaling to high volumes, traditional injection molding is the necessary next step. We highly recommend using our FDM parts to thoroughly validate your CAD design before investing in that expensive steel tooling.
I am uploading proprietary CAD models. How do you guarantee IP security?
Your intellectual property is your lifeblood. Our quoting portal is end-to-end encrypted. More importantly, we offer an automated, legally binding Non-Disclosure Agreement (NDA) that you can execute with one click before you even upload your STEP or STL files. We never farm out your ITAR-sensitive or proprietary designs to unverified third-party brokers.
Talk Directly to a Manufacturing Engineer
While our instant quoting portal handles standard requests 24/7, complex assemblies demand human expertise. Before you place your ABS 3D print order, if your project involves ITAR restrictions, custom testing requirements, or high-volume blanket POs, skip the automated system. Speak directly with the engineers who will actually manage your build on the shop floor.